-
-
手机阅读

-
引用 瑞雪照丰年 2007/6/16 21:13:05 发表于2楼的内容
-
-
-
tenshi 发表于 2007/6/16 23:18:26
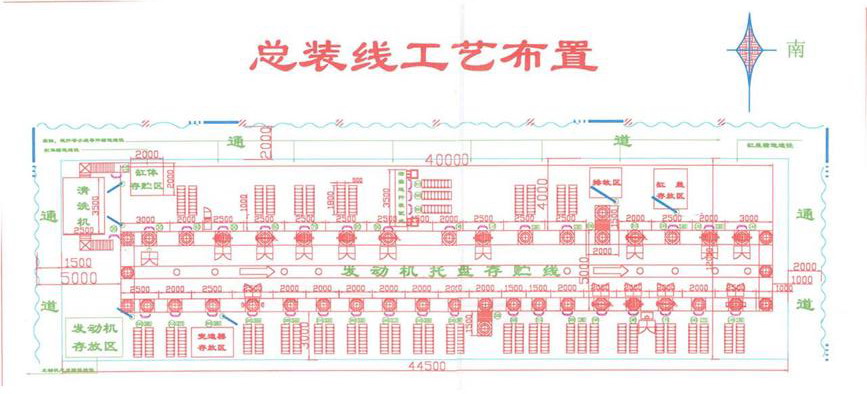
3楼 回复本楼1. PLC控制系统概述
总装线控制系统(工艺布置图见附图)是用于发动机缸体安装,缸盖安装,变速器安装及整个系统的控制,管理,通讯的系统。目前在国际上此类控制系统基本上采用PLC与上位机,PLC与PLC之间的三级控制方式,即前级控制,执行部分采用PLC。PLC的系统性能全面,运行速度快,坚固可靠,通讯能力强,使用方便等特点,以此来保证前级部分的高可靠性。PLC相对于工控机来说可靠性和坚固性均高于后者,这样可充分保证其在现场所要求的极苛刻的要求及各种工业现场条件,从而大大提高了控制系统的可靠性,而且它也可以脱离上位机单独进行控制,具有极强的灵活性。
上位机部分采用触摸屏,上位机充分利用其极强的通讯能力和综合处理能力,对前级机传来的各种工艺参数进行分析,计算,优化,利用事先建立的数学模型对前级机的控制参数进行修正和干预,以自适应方式对系统过程参数进行分析,自动建立整个系统的响应参数。
2. 控制系统框图见图1。
3.PLC系统组成
☆ 全线的控制采用大点数的FAMA系列PLC,主要控制缸体,缸盖,变速器三个区域的顺序工艺流程,通过采集现场的输入,输出信号,以及每个单体机的工作状态,进行全线的统一调配和指挥。并且同上位机通讯。
☆ 由于托盘的切换对控制系统的实时性要求很强,现场提出的要求为1s,即1s内要完成一个托盘的插接,在该系统的控制中比较重要,因此单独采用一套PLC进行控制。
☆ 上位机主要承担整个系统的管理,分析,报表,显示等工作。其监控画面采用专业组态软件绘制,具有丰富的人机界面和数据库管理能力。
4.系统通讯联网
由于本系统要求本工位PLC与其他工位PLC要进行信息交换,同时还要和上位机进行通讯,因此初级PLC和一级PLC以及上位机之间均通过232或者485口进行通讯,遵循MODBUS协议。
5.PLC部分选型
☆ PLC采用中达公司的OPEN PLC,具有联网容易,控制功能强大,多任务实时操作等功能。点数从64~2048可任意组合。实际选用的配置如下:电源模块 PWS10
CPU模块 SC500
DI输入 XDC20
DI输入 XDC10
AI输入 AD020
DO输出 YRY10
DO输出 YRY10
底板 BAS06
☆ 上位机选用中达公司的人机界面PWS3760。结束语:
经过努力,该套系统已经在客户调试成功。系统运行正常,稳定。同时预留了和托盘PLC通讯的空间,具有很强的扩充性。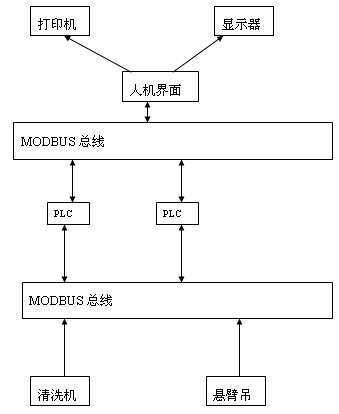
图1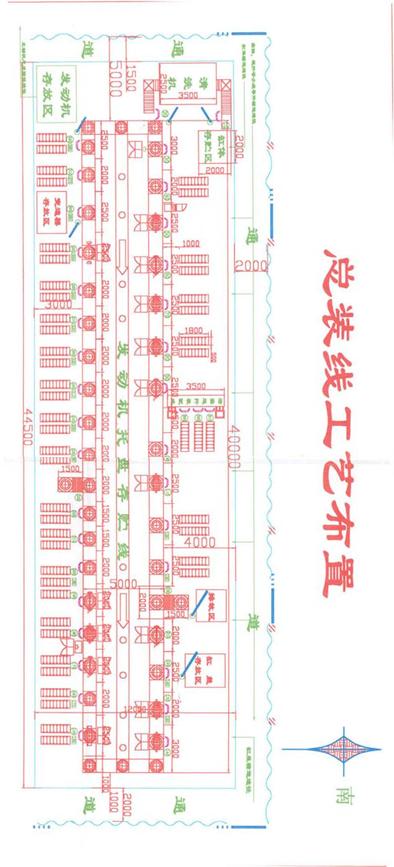
图2
引用 tenshi 2007/6/16 23:18:26 发表于3楼的内容
-
-
引用 瑞雪照丰年 2007/6/17 21:00:24 发表于4楼的内容