-
-
手机阅读

-
-
-
tenshi 发表于 2007/6/16 22:59:57
2楼 回复本楼摘要:本文介绍胶印表格机电气控制系统的配置、主要功能,以及胶印表格机系统的数学模型。
一、 概述
近年来,国内票据多用表脑表格印刷机印刷,胶印表格机市场需求不断增大,胶印表格机主要依靠进口,胶印表格机国内生产市场为空白。因此,2000年威海印刷机械有限公司委托我们公司研发了WIN155胶印表格机电气控制系统。该系统应用OPENPLC的强大功能,完成变频主轴和伺服轴的高速同步,并完成高精度定位和表格纸满张印刷(简称满印),通过通讯模块和附机变频器的通讯,完成主从同动控制,满足高精度低成本的需求。目前,该产品已经在国内形成批量生产。
二、技术要求
1. 印刷纸张长度7inch~14inch,印刷最大纸张宽度381inch:
2. 主机可点动操作和连续操作运行;
3. 主机未运行时,每次能单张进给纸张一张,或反纸一张;
4. 能单张或连续满张印刷,能单张或连续跳印印刷;
5. 印刷精度0.05mm;
6. 主机、开卷、放卷同步;
7. 主机速度6000RPM,送纸机跟随同步;
8. 人机化操作,纸张尺寸可调,主机速度可调,计数显示,转速显示等
三、工艺
1. 设备组成
WIN155胶印表格机有三部分组成,分为开卷机、放卷机和表格印刷主机三部分组成;开卷机主要电器由光电开关、变频器和张力控制器组成,放卷机同样由由光电开关、变频器和张力控制器组成,表格印刷主机则由光电开关、变频器、编码器、OPENPLC控制系统、触摸屏、伺服等组成;
2. 功能
(1) 开卷机作用是把裁切好定宽卷筒纸,按设定速度输送给主机,此速度可调且受主机速度控制
(2) 主机的作用是把开卷机送来的纸按张印刷,且印刷尺寸可调
(3) 收卷机作用是把印刷好的纸收成卷筒,收纸速度跟随主机印刷速度
3. 技术难点
(1) 主机送纸轴间隙高精度跟随高速变频主轴
(2) 印刷纸张要满印
四、控制方案
(一):总述
1. 采用OPENPLC高速度两轴定位模块,完成送纸伺服间隙跟随变频主轴速度运行,而且高精度定位,定位误差小于0.02MM;变频主轴上安装双线性编码器,反馈到OPENPLC定位模块上,通过高速定位模块检测变频轴的速度,来控制伺服轴的速度,且由编码器零点信号控制伺服轴的启动,设定纸长决定伺服运行到位。
2. 采用OPENPLC的通讯模块,完成和开卷机、收卷机的两台变频器的通讯,开卷机、收卷机速度由主轴速度给定,调节由装在开卷机、收卷机上的光电开关控制,从而完成卷筒纸的连续印刷。
3. 人机界面作为印刷速度、纸张长度、印刷张次计数等数据设定窗口,和OPENPLC通讯完成对设备的连续速度可调,纸张长度可设控制,同时显示OPENPLC系统检测的设备信息和报警状态。4. 控制结构图
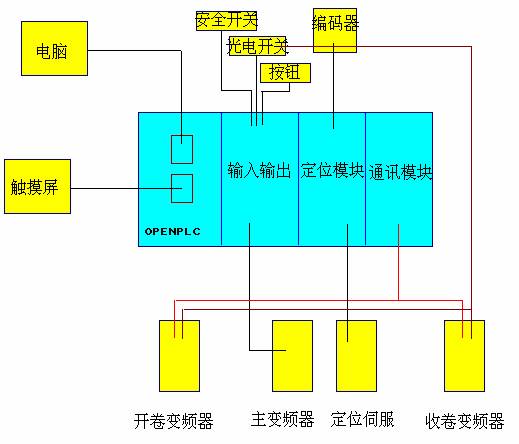
图:控制结构
<二>数学模型
1. 主轴和伺服线速度同步计算:主轴角速度*主轴周长=伺服轴角速度*伺服轴周长;
2. 送纸长度脉冲数计算:送纸长度脉冲数=送纸长度*伺服轴每周脉冲数/伺服轴周长;
3. 定位精度计算:送纸定位精度=控制器定位精度*伺服轴周长/伺服轴每周脉冲数;
4. 主轴的速度计算:主轴的角速度=编码器单位时间的脉冲数/编码器的每周脉冲数;
5. 开卷机、收卷机速度给定计算:开卷机、收卷机角速度=主轴的角速度*主轴周长/开卷机、收卷机给纸周长。
<三> 疑难问题的解决
1. 伺服轴从零速启动跟随已经高速运转主轴,肯定存在位置差,为弥补这个差异,伺服启动点前移,就解决印刷位置速度同步;
2. 伺服启动点前移,能解决速度速度跟随,前面却有一段不能印刷,造成不能满张印刷,为解决此问题,我们在印刷一此后,返回定长纸张,这样彻底解决速度跟随和满印问题。
五、发展方向
胶印表格印刷机械在国内发展迅速,现在正向多色,多机联动方向发展,OPENPLC定位控制系统具有模块化设计,可扩容性强特点,在未来的定位控制系统市场里有不可替代的作用。
引用 tenshi 2007/6/16 22:59:57 发表于2楼的内容
-