-
-
手机阅读
机器视觉(Machine vision),是通过光学的装置和非接触的传感器自动地接收和处理一个真实物体的图像,以获得所需信息或用于控制机器人运动的装置。(美国机器人工业协会(RIA Robotic Industries Association)定义)
编辑角度提供:“构造”、“原理”、“应用”、“产品”……
您也可以选择您感兴趣或熟悉的角度编辑。

相关资讯\博客\帖子阅读:
点击海量搜索
怎样提高大家参与工控wiki的热情呢?大家探讨下?
-
引用 hq0769 2009/4/8 20:07:38 发表于2楼的内容
-
引用 hq0769 2009/4/8 20:10:56 发表于3楼的内容
-
-
-
hq0769 发表于 2009/4/8 20:11:50
1.照明技术与光源;4楼 回复本楼
2.光学系统与镜头;
3.光电图像传感器与摄像机;
4.图像采集与图像采集卡;
5.图像处理算法与计算软件编程;
6.机器视觉系统集成技术。
引用 hq0769 2009/4/8 20:11:50 发表于4楼的内容
-
-
-
-
goldjack 发表于 2009/4/8 23:22:50
5楼 回复本楼DAC - 数/模转换器,一种将数字信号转换成模拟信号的装置。
AVI - 将语音和影像同步组合在一起的文件格式。RGB颜色空间 - RGB(红、绿、蓝)是众多颜色空间的一种。采用这种编码方法,每种颜色都可用三个变量来表示—-红色、绿色以及蓝色的强度。
YUV色彩系统 - 被欧洲电视系统所采用的一种颜色编码方法(属于PAL)。复合视频 - 彩色信号是由多种数据“叠加”起来的,故称之为“复合视频”。
S-Video - 一种信号质量更高的视频接口,它取消了信号叠加的方法,可有效避免一些无谓的质量损失。它的功能是将RGB三原色和亮度进行分离处理。
NTSC、PAL和SECAM - 信号的细节取决于采用的视频标准或者“制式”—NTSC(美国全国电视标准委员会,National Television Standards Committee)、PAL(逐行倒相,Phase Alternate Line)以及SECAM(顺序传送与存储彩色电视系统,法国采用的一种电视制式, Sequential Couleur Avec Memoire)。
UltraScale - Rockwell(罗克威尔)采用的一种扫描线转换技术。
引用 goldjack 2009/4/8 23:22:50 发表于5楼的内容
-
-
-

-
-
jiang_0514 | 当前状态:在线
总积分:2005 2025年可用积分:0
注册时间: 2008-10-15
最后登录时间: 2023-04-25
-
-
jiang_0514 发表于 2009/4/9 12:51:08
机器视觉检测系统采用CCD照相机将被检测的目标转换成图像信号,传送给专用的图像处理系统,根据像素分布和亮度、颜色等信息,转变成数字化信号,图像处理系统对这些信号进行各种运算来抽取目标的特征,如面积、数量、位置、长度,再根据预设的允许度和其他条件输出结果,包括尺寸、角度、个数、合格 / 不合格、有 / 无等,实现自动识别功能。6楼 回复本楼
引用 jiang_0514 2009/4/9 12:51:08 发表于6楼的内容
-
-
-
-
-
jiang_0514 | 当前状态:在线
总积分:2005 2025年可用积分:0
注册时间: 2008-10-15
最后登录时间: 2023-04-25
-
-
jiang_0514 发表于 2009/4/9 12:54:17
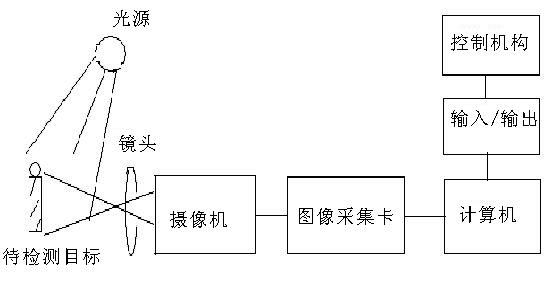
7楼 回复本楼一个典型的机器视觉系统包括以下五大块:
1.照明照明是影响机器视觉系统输入的重要因素,它直接影响输入数据的质量和应用效果。由于没有通用的机器视觉照明设备,所以针对每个特定的应用实例,要选择相应的照明装置,以达到最佳效果。光源可分为可见光和不可见光。常用的几种可见光源是白帜灯、日光灯、水银灯和钠光灯。可见光的缺点是光能不能保持稳定。如何使光能在一定的程度上保持稳定,是实用化过程中急需要解决的问题。另一方面,环境光有可能影响图像的质量,所以可采用加防护屏的方法来减少环境光的影响。照明系统按其照射方法可分为:背向照明、前向照明、结构光和频闪光照明等。其中,背向照明是被测物放在光源和摄像机之间,它的优点是能获得高对比度的图像。前向照明是光源和摄像机位于被测物的同侧,这种方式便于安装。结构光照明是将光栅或线光源等投射到被测物上,根据它们产生的畸变,解调出被测物的三维信息。频闪光照明是将高频率的光脉冲照射到物体上,摄像机拍摄要求与光源同步。
2.镜头
FOV(Field Of Vision)=所需分辨率*亚象素*相机尺寸/PRTM(零件测量公差比)镜头选择应注意:
①焦距②目标高度 ③影像高度 ④放大倍数 ⑤影像至目标的距离 ⑥中心点 / 节点 ⑦畸变
3.相机
按照不同标准可分为:标准分辨率数字相机和模拟相机等。要根据不同的实际应用场合选不同的相机和高分辨率相机:线扫描CCD和面阵CCD;单色相机和彩色相机。
4.图像采集卡
图像采集卡只是完整的机器视觉系统的一个部件,但是它扮演一个非常重要的角色。图像采集卡直接决定了摄像头的接口:黑白、彩色、模拟、数字等等。
比较典型的是PCI或AGP兼容的捕获卡,可以将图像迅速地传送到计算机存储器进行处理。有些采集卡有内置的多路开关。例如,可以连接8个不同的摄像机,然后告诉采集卡采用那一个相机抓拍到的信息。有些采集卡有内置的数字输入以触发采集卡进行捕捉,当采集卡抓拍图像时数字输出口就触发闸门。
5.视觉处理器视觉处理器集采集卡与处理器于一体。以往计算机速度较慢时,采用视觉处理器加快视觉处理任务。现在由于采集卡可以快速传输图像到存储器,而且计算机也快多了,所以现在视觉处理器用的较少了。
引用 jiang_0514 2009/4/9 12:54:17 发表于7楼的内容
-
-
-
-
-
jiang_0514 | 当前状态:在线
总积分:2005 2025年可用积分:0
注册时间: 2008-10-15
最后登录时间: 2023-04-25
-
-
jiang_0514 发表于 2009/4/9 12:56:24
在国外,机器视觉的应用普及主要体现在半导体及电子行业,其中大概40%-50%都集中在半导体行业。具体如PCB印刷电路:各类生产印刷电路板组装技术、设备;单、双面、多层线路板,覆铜板及所需的材料及辅料;辅助设施以及耗材、油墨、药水药剂、配件;电子封装技术与设备;丝网印刷设备及丝网周边材料等。SMT表面贴装:SMT工艺与设备、焊接设备、测试仪器、返修设备及各种辅助工具及配件、SMT材料、贴片剂、胶粘剂、焊剂、焊料及防氧化油、焊膏、清洗剂等;再流焊机、波峰焊机及自动化生产线设备。电子生产加工设备:电子元件制造设备、半导体及集成电路制造设备、元器件成型设备、电子工模具。机器视觉系统还在质量检测的各个方面已经得到了广泛的应用,并且其产品在应用中占据着举足轻重的地位。除此之外,机器视觉还用于其他各个领域。8楼 回复本楼
而在中国,以上行业本身就属于新兴的领域,再加之机器视觉产品技术的普及不够,导致以上各行业的应用几乎空白,即便是有,也只是低端方面的应用。目前在我国随着配套基础建设的完善,技术、资金的积累,各行各业对采用图像和机器视觉技术的工业自动化、智能化需求开始广泛出现,国内有关大专院校、研究所和企业近两年在图像和机器视觉技术领域进行了积极思索和大胆的尝试,逐步开始了工业现场的应用。其主要应用于制药、印刷、矿泉水瓶盖检测等领域。这些应用大多集中在如药品检测分装、印刷色彩检测等。真正高端的应用还很少,因此,以上相关行业的应用空间还比较大。当然、其他领域如指纹检测等等领域也有着很好的发展空间。
引用 jiang_0514 2009/4/9 12:56:24 发表于8楼的内容
-
-
-
-
-
jiang_0514 | 当前状态:在线
总积分:2005 2025年可用积分:0
注册时间: 2008-10-15
最后登录时间: 2023-04-25
-
-
jiang_0514 发表于 2009/4/9 12:56:59
在布匹的生产过程中,像布匹质量检测这种有高度重复性和智能性的工作只能靠人工检测来完成,在现代化流水线后面常常可看到很多的检测工人来执行这道工序,给企业增加巨大的人工成本和管理成本的同时,却仍然不能保证100 %的检验合格率(即“零缺陷”) 。对布匹质量的检测是重复性劳动,容易出错且效率低。9楼 回复本楼
流水线进行自动化的改造,使布匹生产流水线变成快速、实时、准确、高效的流水线。在流水线上,所有布匹的颜色、及数量都要进行自动确认(以下简称“布匹检测”)。现在采用机器视觉的自动识别技术完成以前由人工来完成的工作。在大批量的布匹检测中,用人工检查产品质量效率低且精度不高,用机器视觉检测方法可以大大提高生产效率和生产的自动化程度。
特征提取辨识
一般布匹检测(自动识别)先利用高清晰度、高速摄像镜头拍摄标准图像,在此基础上设定一定标准;然后拍摄被检测的图像,再将两者进行对比。但是在布匹质量检测工程中要复杂一些:
1. 图像的内容不是单一的图像,每块被测区域存在的杂质的数量、大小、颜色、位置不一定一致。
2. 杂质的形状难以事先确定。
3. 由于布匹快速运动对光线产生反射,图像中可能会存在大量的噪声。
4. 在流水线上,对布匹进行检测,有实时性的要求。
由于上述原因,图像识别处理时应采取相应的算法,提取杂质的特征,进行模式识别,实现智能分析。
Color检测
一般而言,从彩色CCD相机中获取的图像都是RGB图像。也就是说每一个像素都由红(R)绿(G)篮(B)三个成分组成,来表示RGB色彩空间中的一个点。问题在于这些色差不同于人眼的感觉。即使很小的噪声也会改变颜色空间中的位置。所以无论我们人眼感觉有多么的近似,在颜色空间中也不尽相同。基于上述原因,我们需要将RGB像素转换成为另一种颜色空间CIELAB。目的就是使我们人眼的感觉尽可能的与颜色空间中的色差相近。
Blob检测
根据上面得到的处理图像,根据需求,在纯色背景下检测杂质色斑,并且要计算出色斑的面积,以确定是否在检测范围之内。因此图像处理软件要具有分离目标,检测目标,并且计算出其面积的功能。
Blob分析(Blob Analysis)是对图像中相同像素的连通域进行分析,该连通域称为Blob。经二值化(Binary Thresholding)处理后的图像中色斑可认为是blob。Blob分析工具可以从背景中分离出目标,并可计算出目标的数量、位置、形状、方向和大小,还可以提供相关斑点间的拓扑结构。在处理过程中不是采用单个的像素逐一分析,而是对图形的行进行操作。图像的每一行都用游程长度编码(RLE)来表示相邻的目标范围。这种算法与基于象素的算法相比,大大提高处理速度。
结果处理和控制
应用程序把返回的结果存入数据库或用户指定的位置,并根据结果控制机械部分做相应的运动。
根据识别的结果,存入数据库进行信息管理。以后可以随时对信息进行检索查询,管理者可以获知某段时间内流水线的忙闲,为下一步的工作作出安排;可以获知近期内布匹的质量情况等等。
引用 jiang_0514 2009/4/9 12:56:59 发表于9楼的内容
-
-
-
-
-
jiang_0514 | 当前状态:在线
总积分:2005 2025年可用积分:0
注册时间: 2008-10-15
最后登录时间: 2023-04-25
-
-
jiang_0514 发表于 2009/4/9 12:57:28
1.摄像机的拍照速度自动与被测物的速度相匹配,拍摄到理想的图像;10楼 回复本楼
2.零件的尺寸范围为2.4mm到12mm,厚度可以不同;
3.系统根据操作者选择不同尺寸的工件,调用相应视觉程序进行尺寸检测,并输出结果;
4.针对不同尺寸的零件,排序装置和输送装置可以精确调整料道的宽度,使零件在固定路径上运动并进行视觉检测;
5.机器视觉系统分辨率达到1600×1200,动态检测精度可以达到0.02mm;
6.废品漏检率为0;
7.本系统可通过显示图像监视检测过程,也可通过界面显示的检测数据动态查看检测结果;
8.具有对错误工件及时准确发出剔除控制信号、剔除废品的功能;
9.系统能够自检其主要设备的状态是否正常,配有状态指示灯;同时能够设置系统维护人员、使用人员不同的操作权限;
10.实时显示检测画面,中文界面,可以浏览最近几次不合格品的图像,具有能够存储和实时察看错误工件图像的功能;
11.能生成错误结果信息文件,包含对应的错误图像,并能打印输出。
引用 jiang_0514 2009/4/9 12:57:28 发表于10楼的内容
-
-
-
-
-
jiang_0514 | 当前状态:在线
总积分:2005 2025年可用积分:0
注册时间: 2008-10-15
最后登录时间: 2023-04-25
-
-
jiang_0514 发表于 2009/4/9 12:58:43
机器视觉就是用机器代替人眼来做测量和判断。机器视觉系统是指通过机器视觉产品(即图像摄取装置,分 CMOS 和 CCD 两种)将被摄取目标转换成图像信号,传送给专用的图像处理系统,根据像素分布和亮度、颜色等信息,转变成数字化信号;图像系统对这些信号进行各种运算来抽取目标的特征,进而根据判别的结果来控制现场的设备动作。11楼 回复本楼
机器视觉系统的特点是提高生产的柔性和自动化程度。在一些不适合于人工作业的危险工作环境或人工视觉难以满足要求的场合,常用机器视觉来替代人工视觉;同时在大批量工业生产过程中,用人工视觉检查产品质量效率低且精度不高,用机器视觉检测方法可以大大提高生产效率和生产的自动化程度。而且机器视觉易于实现信息集成,是实现计算机集成制造的基础技术。
正是由于机器视觉系统可以快速获取大量信息,而且易于自动处理,也易于同设计信息以及加工控制信息集成,因此,在现代自动化生产过程中,人们将机器视觉系统广泛地用于工况监视、成品检验和质量控制等领域。
了解更多机器视觉信息可以访问中国第一家机器视觉媒体中国视觉网www.china-vision.net,成立于2003年6月。
引用 jiang_0514 2009/4/9 12:58:43 发表于11楼的内容
-