-

-
-
jiang_0514 | 当前状态:在线
总积分:2005 2025年可用积分:0
注册时间: 2008-10-15
最后登录时间: 2023-04-25
-
-
PLC控制系统在回转窑的应用
jiang_0514 发表于 2009/6/2 13:03:42 648 查看 1 回复 [上一主题] [下一主题]
手机阅读
PLC控制系统在回转窑的应用
摘 要:本文主要介绍了西门子S7-400系列PLC在宣钢回转窑控制系统中的应用。通过人机界面和PLC实现电气设备的启停、仪表参数监控等,并通过PROFIBUS总线将其他厂商的电子皮带秤和变频器连接到系统中。
关键词:可编程控制器(PLC) 回转窑 过程监控 Wincc组态软件
PLC control system for rotary kiln
Abstract:This paper mainly introduces the Siemens S7-400 series PLC at Xuanhua Steel Rotary control system. Through man-machine interface and PLC implementation of start and stop electrical equipment, instrumentation, monitoring parameters, and through PROFIBUS bus other manufacturers electronic belt scale and frequency converter to connect to the system.
Keywords: programmable logic controller (PLC) process monitoring Rotary kiln Wincc configuration software
一、概述
1.1设计目标
基于“集中管理,分散控制”的模式,数字化、信息化工程的思想,着眼于“企业资源计划(ERP)管控一体化”信息系统的建设,需建立一个先进、可靠、高效、安全且便于进一步扩充的集过程控制、监视、管理于一体并且具备良好开放性的监控系统,完成对整个工艺过程及全部生产设备的监测与自动控制。
1.2项目概述
本项目是2008年宣钢四大工程之一,年产200万吨球团矿回转窑工程,本工程分二期建设,一期工程建设1座100万吨回转窑(于2008年3月投产),二期再建设1座同等年产量回转窑(于2009年投建),但相应的辅助设施按2座窑规模一次建成。其工艺是将精粉等溶济原料送入贮仓,各种原料经仓下的托料式给料机和螺旋式给料机供出,经带式输送机转运后送至烘干机加热烘干,然后经带式输送机送入球式润磨机进行破碎加工,润磨后由带式输送机送入造球顶部料仓,经托料皮带送入造球摇盘,摇好的球团经布料小车送往辊筛进行筛分,筛分后铺入链蓖机,经链蓖机预热焙烧再送往回转
窑焙烧,焙烧好的球团进入环冷机进行冷却,冷空气在环冷机内冷却物料的同时被加热,经窑头罩进入窑内,作为燃料燃烧的二次空气,回转窑采用煤气燃烧加热,冷却过的不堪团矿供出。
窑体装置和辅助设备的运行与监视将在控制室中实现自动控制,并通过人机界面实现电气设备的起动和停止、仪表参数监测,被控参数的闭环调节、控制系统报警和生产过程报警以及数据归档等功能,使整个回转窑能够实现生产的自动化,大大减少工人的劳动强度,提高了生产率,并合理的节省了能源。
二、系统组成
2.1 PLC控制系统
为了保证整个系统安全可靠和生产的连续性,提高自动化水平,适应回转窑工艺要求。从该系统I/O测点较多等方面考虑到系统对设备的硬件条件要求较高以及以往的使用情况,我们采用以西门子S7-400冗余 PLC为核心的集中和分散相结合的计算机控制系统,由中央控制室、配料控制站、窑头控制站组成。
中央控制室:设监控计算机、打印机等,负责对整个回转窑工艺参数、电气参数和设备运行状态进行监控、管理、历史数据趋势存储以及报表打印;通过光纤交换机将其它两个过程站环状连接,提高网络健壮度,并且可能通过工控网络和企业内部管理网络之间的访问控制,实现ERP数据同步。
配料控制室:该系统实现了对4台托料称和4台减量称的显示和控制,系统分别组成相应的控制回路。包括皮带秤的启停、标定、料量给定、调节、计量、反馈、显示功能。根据工艺要求,完成相应的设备顺序启停、故障报警、紧急停车等功能,并具备手自动转换功能,同时完成料仓料位的检测。
窑头控制室:该系统实现了对回转窑焙烧环节工艺参数(温度、压力等)实施监控,根据设备启停顺序,控制设备启停,保证设备正常运转。并具备手/自动转换功能。配料站:由DP从站接口模块(IM153-2)、I/O模块、电子皮带秤和变频器组成,通过Profibus-DP现场总线与现场PLC控制站进行数据通讯。
网络拓扑结构如下:
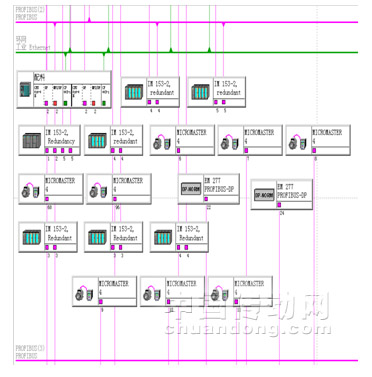
2.2 S7-400特点:
本系统以PLC和监控计算机为核心,以工业以太网作为系统骨干网络,将现场PLC控制站和监控计算机连接起来,构成一个分布式控制系统。
2.2.1先进性
本系统不仅采用了先进的软、硬件,而且着眼于企业“管控一体化”的需求,贯彻了数字化、信息化的先进思想,使企业生产数据的进一步智能应用成为现实。该方案使控制系统有机地成为企业整个IT架构的一部分。
2.2.2 高可靠性
控制系统在严格的工业环境下长期、稳定地运行。系统组件的的设计符合真正的工业等级,满足国内、国际的安全标准。并且易配置、易接线、易维护、隔离性好,结构坚固,抗腐蚀,适应较宽的温度变化范围。
2.2.3 优良的开放性
TCP/IP协议是目前开放性最好的协议,可以轻松进行系统扩展。
组态软件支持DDE、OPC、ODBC、SQL,且提供丰富的API编程接口,同时也为世界各大厂商,如Modicon、Siemens、AB、GE、Omron等的设备提供了完善的驱动程序库,从而可以将其它系统轻松接入本系统。
SIMATIC S7-400作为DP主站,可通过集成在SIMATIC S7-400 CPU上的PROFIBUS -DP接口(选件)通过全局数据(GD)通讯,网络上的CPU之间可周期地交换数据包。应用通讯功能块,网络上各站点之间进行基于事件驱动的通讯。可通过MPI、PROFIBUS 或工业以太网进行联网。
2.3 更稳定更安全的冗余设计
SIMATIC Step7 采用的冗余控制系统的可靠性比传统的DCS 冗余系统有很大提高,主要技术指标有:
?S7-400H型中央控制器中预装有冗余软件,用户在组态时可完全忽略其冗余特性,象对非冗余系统组态一样只需 输入用户程序。
?事件驱动同步功能,对于执行后能引起两个冗余 CPU的内部状态不同的所有命令,如更新过程映象区,直接访问 I/O,中断与报警,定时器的更新等,CPU之间自动进行同步,而不是以特定的时间周期进行同步。
?冗余的两个控制器安装在一个紧凑型机架上。紧凑型机架上采用分立式的背板总线,使电源,通讯卡件及CPU仍然被分成两个独立部分。
?冗余的每个控制器上配置一个电源,在需求较高的环境下,可对每个控制器设置两个电源。即使安装在一个机架上,因为背板总线互相独立,仍可对每个CPU配备两个电源。
? 运行过程中可以更换所有组件,更换CPU时,系统可以将新安装的CPU自动更新为当前状态。
2.4 安全便捷的工业现场总线
现场总线是安装在生产过程区域的现场设备与控制室内的自动控制装置系统之间的一种串行、数字式、多点通信的数据总线。其中,“生产过程”包括断续生产过程和连续生产过程两类。或者,现场总线是以单个分散的、数字化、智能化的测量和控制设备作为网络节点,用总线相连接,实现相互交换信息,共同完成自动控制功能的网络系统与控制系统。
PROFIBUS是现场总线领域非常流行的一种开放式总线标准,是西门子TIA(全集成自动化)概念的重要组成部分。PROFIBUS DP用于实现分布式I/O与单元级控制系统之间的高速数据传输功能现场级通讯网络处于工业网络系统的最底层,直接连接现场的各种设备。控制器采用中央控制器CPU414-4与现场智能仪表(测量传感器、驱动器、执行器)、现场I/O点通过PROFIBUS—DP互相进行通讯,具有很高的稳定性和抗干扰能力。宣钢100万吨/年回转窑PROFIBUS现场总线采用PROFIBUS-DP总线,传输速率在9.6Kbit/s—12Mbit/s之间。
根据其通讯协议,可以与分布式 I/O (PROFIBUSDP) 进行快速通讯,直接连接基于总线的智能化现场设备,包括电源,符合 IEC61158 (PROFIBUS PA) 标准。
2.4.1 PROFIBUS的优点:
(1)增强了现场级信息集成能力
现场总线可从现场设备获取大量丰富信息,能够更好的满足工厂自动化及CIMS系统的信息集成要求。现场总线是数字化通信网络,它不单纯取代4-20mA信号,还可实现设备状态、故障、参数信息传送。系统除完成远程控制,还可完成远程参数化工作。
(2)开放式、互操作性、互换性、可集成性
不同厂家产品只要使用同一总线标准,就具有互操作性、互换性,因此设备具有很好的可集成性。系统为开放式,允许其它厂商将自己专长的控制技术,如控制算法、工艺流程、配方等集成到通用系统中去,因此,市场上将有许多面向行业特点的监控系统。
(3)系统可靠性高、可维护性好
基于现场总线的自动化监控系统采用总线连接方式替代一对一的I/O连线,对于大规模I/O系统来说,减少了由接线点造成的不可靠因素。同时,系统具有现场级设备的在线故障诊断、报警、记录功能,可完成现场设备的远程参数设定、修改等参数化工作,也增强了系统的可维护性。
2.4.2 ET200M站:
接口模块IM153用于与PROFIBUS-DP现场总线的连接而组成分布式I/O系统,各种I/O模块插入有源总线模块内,可在线更换模块,实现带电插拔功能。各分站放置在相应的配电室内,便于以后进行扩展,并且大大减少电缆和工程施工量。
S7-400与S7-200通过EM277进行PROFIBUS DP通讯,需要在STEP7中进行S7-400站组态,在S7-200系统中不需要对通讯进行组态和编程,只需要将要进行通讯的数据整理存放在V 存储区与S7-200的组态EM277从站时的硬件I/O地址相对应。
导入GSD文件后,在右侧的设备选择列表中找到EM277从站,PROFIBUS DPàAdditionalFieldDevicesàPLCàSIMATICàEM277,并且根据通讯字节数,选择一种通讯方式。根据EM277上的拨位开关设定在硬件组态中EM277从站的站地址。S7-400的硬件下载完成后,将EM277的拨位开关拨到与硬件组态的设定值一致,在S7-200中编写程序将进行交换的数据存放在VB0-VB15,对应S7-400的PQB0-PQB7和PIB0-PIB7。
通过对step7的软件编程,在操作站反应S7-200中的数字信息,并可对S7-200中的变量进行写操作。
STEP 7 软件中执行·在 S7 程序中插入诊断功能块· 导出硬件组态(cfg 文件)将模块变量传送至 WinCC 。
WinCC 软件中执行·在 WinCC 画面中中插入诊断 OCX 控件·将传送过来的模块变量与诊断 OCX 控件连接· 指定所导出的硬件组态的路径(cfg 文件)。
三、监控系统
上位机监控系统设一台工程师站和四台操作员站,选用原装西门子工业控制计算机,每台机器上装有网络通讯卡CP1613,它们各通过工业以太网与三套S7-400系统的通讯处理器CP443-1通讯口连接,实现了数据交换。
监控组态软件不仅有监控和数据采集(SCADA)功能,而且有组态、开发和开放功能,是自动化系统集成中不可缺少的关键组成部分。我们在此监控系统中采用西门子公司的WINCC6.0组态软件,WINCC是Windows Control Conter(视窗控制中心)的简称,它运行于个人计算机环境,可以与多种自动化设备及控制软件集成,用户在其友好的界面下进行组态、编程和数据管理,可形成所需的操作画面、监控画面、控制画面、报警画面、实时趋势曲线、历史趋势曲线和打印报表等。它为操作者提供了图文并茂、形象直观的操作环境,不仅缩短了软件设计周期,而且提高了工作效率。
下图为中控监测画面
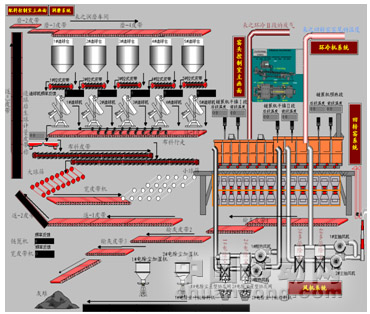
3.1 监控调节及控制
窑体工艺流程是物料经链篱机连续向窑尾加料,它随窑体转动而缓慢的向窑头移动,并且从窑尾向窑头移动的过程中,首先经过预热带预热,煅烧好的物料从窑头下料管落入下部的冷却机内。混合煤气量和空气量的合理配合是保证回转窑煅烧温度的关键调节,使煤气量和空气量能根据产量和热值等参数进行动态调整。流量限幅报警,越限报警、无扰动切换、非线性PID调节、数据储存。该系统故障率低,运行可靠,可使燃烧更趋合理,焙烧温度稳定,并能大幅度降低煤气单耗提高安全性。
窑头自动控制系统主要对回转窑本体和环冷机进行数据监视和控制,控制着球团矿的窑内焙烧和最后的继续氧化冷却工作,稍有差错就会导致出红矿或烧损设备。
3.2增加环冷机内温度调节功能:回转窑球团工艺的环冷机不仅仅是冷却功能,还要有最后的焙烧功能,只有科学合理的控制好机内各部分的温度,才能出合格球,才能出好球。所以控制环冷机三台冷却风机的风量是回转窑球团工艺的关键,但原设计中恰恰缺失了这一环节。我们自行敷设采集控制信号线路,编译主控程序,实现了主控调节风机转速的功能,使主控能够根据物料流量和监测温度合理科学地调整环速和风量。
3.3无线测温收发装置的使用:在多数球团厂家的考察过程中,回转窑内温度的测量都是通过滑环装置来传输的,滑环装置容易出现高温变形和锈蚀等情况,造成接触不良而信号丢失。窑内温度是回转窑工艺的重要参数,是判断窑内工况的唯一手段,所以不能有任何差错。我们采用无线测温收发装置,采集到热电偶的信号,通过在窑体的发射装置将现场信号发射,控制室内的接受装置接受信号,并转换成电流信号传输到S7-400的AI通道。无线测温收发装置的使用,成功避免了由于接触不良造成的信号丢失,也节省了敷设线路的人工和成本,并避免了线路故障造成的影响。
3.4增加窑头罩负压的检测:回转窑球团工艺全过程是一个负压生产工艺,窑内正压可能造成对设备和人员伤害,并直接影响全线工艺操作。所以我们增设该监控点,有利于主控对热风系统的合理操作,并在现场设置的显示表,方便岗位人员根据窑内压力情况对设备操作,防止了由于正压造成的烧伤事故。
四、结束语
本控制系统自投产以来一直运行稳定,为企业带来了可观的经济效益和良好的社会效益。在该系统中PLC控制充分发挥了其配置灵活、控制可靠、编程方便和功能强大的优点,给整个系统的稳定性带来较大的益处。
-
-
-
qzvalvesa 发表于 2009/6/2 13:03:42
2楼 回复本楼支持!
阀门 闸阀 球阀 阀门技术空间 阀门 闸阀 球阀 阀门技术空间 阀门技术 GB标准闸阀 JIS标准闸阀 API标准闸阀 ANSI标准闸阀 DQ41F低温球阀 Q641M气动高温球阀 球阀 - 球阀论文 - 球阀技术 闸阀 - 闸阀论文 - 闸阀技术 蝶阀 - 蝶阀论文 - 蝶阀技术 什么是阀门 阀门知识 阀门技术 英国优科UK进口阀门 德国福林FRING进口阀门 日本阀天VENN进口阀门 日本日立HITACHI进口阀门 日本北泽KITZ进口阀门 进口阀门品牌 前泽QZ阀门
引用 qzvalvesa 2009/6/2 13:03:42 发表于2楼的内容
-