-

-
-
jiang_0514 | 当前状态:在线
总积分:2005 2025年可用积分:0
注册时间: 2008-10-15
最后登录时间: 2023-04-25
-
-
山东东华水泥二期5000t/d熟料生产线DCS系统的应用
jiang_0514 发表于 2009/5/18 12:16:53 767 查看 0 回复 [上一主题] [下一主题]
手机阅读
山东东华水泥二期5000t/d熟料生产线DCS系统的应用
摘 要:山东东华水泥有限公司二期5000t/d熟料生产线自动控制系统采用了浙大中控的ECSIO0系统,实现对全厂所有设备的工艺操作和连锁控制。文章全面介绍了ECS100系统的组成和功能特点;同时分析介绍了该系统的生产控制实施情况。
关键词:ECS1O0系统;自动控制;DP总线;PID调节
DCS system in 5000t/d clinker production line of Shangdong Donghua Cement Co.,Ltd.
Guo B.jun,Ding Subo,Caofei
(Shangd0ng Donghua Cement Co.,Ltd.,Zhibo,Shandong,255 144)
Abstract:Shandong donghua Cement Co.Ltd.applied SUPCON ECS100 DCS system in their 5 000 t/d clinker production line,tooperate and control all the equipments in the plant. Introduced the ECS100 system and its functions, as well as the application ofproduction contro1.
Key words:ECS1 00 system;automatic control;DP bus;PID control
0 前言
东华水泥有限公司是山东淄博矿业集团的下属企业,经过一、二两期工程建设,现拥有两条5000t/d新型干法水泥熟料生产线,其中二期工程于2008年4月投产。在充分调研了计算机技术、网络技术、应用软件技术、信号处理技术等目前在水泥行业运用情况的基础上,根据我公司人员技术水平、本厂的实际情况,二期工程我们采用了性价比较高的Web—FiledECS100的国产DCS控制系统。针对我厂的实际要求,系统研发人员研发了一套专门应用于水泥行业的软件功能块。本文就该系统在我厂的实际应用情况作一介绍,并对如何提高系统的性能提出了一些见解和看法。
1 ECS100系统
1.1 ECSIO0系统简介
ECS一100控制系统是浙大中控为适应网络技术的发展,特别是Internet、Web技术的发展而推出的基于网络技术的控制系统。该系统覆盖了大型集散系统的安全性、冗余功能、网络扩展功能、集成的用户界面及信息存取功能,具有模拟量信号输入输出、数字量信号输人输出、回路控制等常规DCS的功能,还具有高速数字量处理、高速顺序事件记录(SOE)、可编程逻辑控制等特殊功能;它不仅提供了功能块图(SCFBD)、梯形图(SCLD)等直观的图形组态工具,又为用户提供开发复杂高级控制算法(如模糊控制)的类c语言编程环境SCX。系统规模变换灵活。可以实现从一个单元的过程控制,到全厂范围的自动化集成。
该系统集编程,组态.监控,操作、记录、打印、事故报警等多项功能一体的编程系统,配置了Ad—vanTrol—Pro2.6编程组态软件,可以对现场每个控制站进行软件编程、硬件组态、实时监控等,也可以在线、离线调试修改程序而不影响整个系统运行。中控室操作站显示工艺流程、动态参数和设备的运行状态。并对超限情况发出报警。可按时间自动循环显示。设备参数实时趋势画面显示当前一段时间内的动态参数趋势,且可按时间将所有变化曲线自动保存,并可随时查看或打印一个月之内某段时间的设备参数实时趋势曲线供分析研究。模拟仪表显示将主要参数以模拟常规仪表的形式集成在一幅画面上,便于观察和操作:报警总画面将所有实时报警点都集中到一屏进行显示,这样便于分析问题所在,以便排除故障所在。报警历史记录自动记录各参数的报警时间及当时的设备工作状态,该记录只有专职管理人员才能删除,这样便于管理及对操作人员的考核。自动记录设备起停及计算正常运转率,可考核某一段时间或全年设备运转情况;可根据用户要求自动形成各种类型的生产报表。操作人员可以在屏幕上通过鼠标或键盘对设备的启、停进行操作及对有关过程参数进行修改:中央控制室工程师站主要用于对控制系统进行组态、编程、调试和维护,可在线修改程序而不影响整个系统运行;该系统基本采用功能块编程,高效便捷。
1.2 ECS100系统的配置及主要功能
(1)现场控制站。根据我公司工艺生产线布置的特点,二期工程分别设置了原料处理、原料粉磨、烧成窑尾、烧成窑头、煤粉制备等五个现场控制站。现场控制站是系统中直接与工业现场进行信息交互的I/O处理单元,完成整个工业过程的实时监控功能。现场控制站由主控制卡、数据转发卡、电源箱和I/O卡件组成,远程控制站则由通信模块、数据转发卡、电源箱和I/O卡件组成。我厂采用的是FW243X主控卡和FW233数据转发卡,每个站都有两块主控卡和两块数据转发卡,且都互为冗余,数据实时更新,一旦一卡出现了故障,备用卡将自动进行无扰切换,不会影响到设备的操作,确保生产线的正常运转。
(2)工程师站。工程师站是对整个系统进行组态编程,程序修改、维护,内装有相应的组态平台和系统维护工具,并配有专门的软件加密狗。通过系统组态平台生成适合于生产工艺要求的应用系统,具体功能包括:系统生成、数据库结构定义、操作组态、流程图画面组态、报表程序编制等。而使用系统的维护工具软件可实现过程控制网络调试、故障诊断、信号调校等。
(3)操作员站。我公司二期工程配有五台操作员站,均装有正版WIN2000 Professional操作系统,各操作员站互为备用,是操作人员完成过程监控管理任务的人机界面,可以方便地实现生产过程信息的集中显示、集中操作和集中管理,同时可以采用OPC方式实现与异构系统(如自动配料系统)的互联。
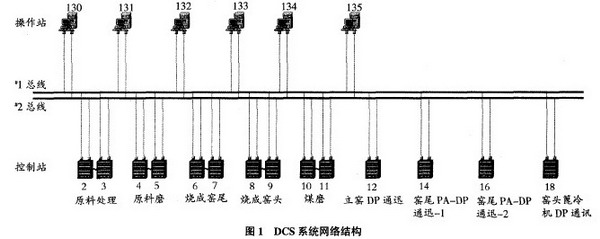
(4)过程控制网络。过程控制网络实现了工程师站、操作员站、控制站的连接,完成信息、控制命令的传输与发送,双重化的冗余设计,使得信息传输安全、高速。过程控制网络分为三层.最上层为信息管理网,采用标准的工业以太网,连接了各个控制装置的网桥以及企业内各类管理计算机.用于工厂级的信息传送和管理,是实现全厂综合管理的信息通道。中间层为过程控制网,采用了双高速冗余工业以太网SCnetⅡ作为其过程控制网络,连接操作站、工程师站与控制站等,传输各种实时信息。底层网络为控制站内部网络(名称为SBUS),采用主控制卡指挥式令牌网,存储转发通信协议,是控制站各卡件之间进行信息交换的通道。我公司DCS系统网络结构见图1。
2 生产控制实施
简单地说,水泥熟料的生产过程就是将各种原料进行配比混合,研磨,预热分解并烧成熟料。整个生产过程中有以连续量为主的反馈控制.还有以开关量为主的顺序控制、按时序控制及逻辑连锁控制。我厂的烧成系统采用了中材国际南京水泥设计院的低阻高效新型干法窑外分解技术:原料磨主机设备选用了FL·SMIDTH的ATOX50立磨;冷却机选用了FL·SMIDTH的SF篦冷机:窑系统的温度及压力仪表采用PROFIBUSS—PA仪表。FL·SMIDTH的控制柜都配有自己的PLC控制系统,采用的是西门子S7—300,具有开放的DP总线接口,我们通过DP总线通讯技术,将PLC柜上需要在中控集中监控的数据采集到DCS系统上,大大节约了投资成本和日后的维修工作。
2.1 PID调节
PID(比例+积分+微分)控制算法或其他简单的控制算法,使工业生产过程的被控变量,如温度、压力、喂料量等,在遭受外来扰动情况下.稳定维持在预先的给定值上。在水泥生产线中自动调节的反馈型PID控制回路约为3O个,而国内现设计和投入的有10个左右。由于水泥生产的工艺工况相对复杂,PID回路投入的数量取决于生产线的自动化水平和工艺的稳定性。根据生产需要,我们在许多工艺关键点应用了PID调节,现在就我公司的两个典型的例子介绍一下PID的调节功能:
(1)生料人窑计量控制回路:一期工程我们使用的是自带的PID控制器的喂料秤,价格昂贵,控制却不稳定。二期工程我们采用的是从软件上进行PID调节控制,这样不但减少了设备成本,而且大大提高了控制质量。该控制回路的被控变量是计量秤的喂料量,调节参数是流量阀开度。根据计量秤的喂料量设定自动控制下料阀门的开度大小。从而确保了窑喂料的稳定,保证了熟料的产量和质量。
(2)篦冷机篦速控制:自动控制篦板速度对稳定篦板上料层厚度、生产工况及设备安全运行都是必要的。根据理论和经验总结得出的压力、速度、料层厚度之间的关系,设置篦冷机一室篦下压力最佳控制点,计算机自动控制调速柜,调节第一段篦板速度,第二段篦板速度将按一定比率自动跟踪第一段篦板速度。采用这样的控制方案,尽管进人冷却机的熟料量和颗粒组成发生变化,但二段篦速仍然协调一致,篦床上的料层厚度逐渐递减并保持一定的关系,有利于篦床上熟料的输送和冷却。
2.2 PROFIBUSS总线通讯的实际应用
ATOX50原料磨共有167个通讯点,其中液压站有55个,减速机有50个,磨辊润滑62个:篦冷机则有85个通讯点。一期工程采用常规的点对点通讯,DCS系统增加了大量的I/O模块,增加了大量的电缆安装,增加了软件编程工作量,但也只能将部分信息传送至DCS系统。二期工程我们改用总线通讯的方式,上述所有参与通讯的点都通过FW239一DP总线卡进入了ECS100控制系统,再采集到中控,并作出相应的流程图画面,将现场设备的各种信息状况及报警信号直观的显示给操作员,有不正常状况时可以及时提醒操作员去处理,有效地防止了由小问题没注意导致产生大的故障停机,影响生产;并且能在出故障时将故障的信息准确显示出来,极大地减少了对故障的分析判断时间,也大大减少了现场I/0卡件的通道和维护成本。
我厂预热器塔架上安装了48台PROFIBUS—PA温度及压力仪表,其中温度仪表2l台,采用的是西门子TH400;压力仪表27台,采用的是ABB2600T:PA仪表通过耦合器及链接器与DCS系统FW239一DP模块进行通讯,因配套的西门子耦合器一台最多可带25台总线仪表.一台西门子链接器最多可通讯244个输入字节和244个输出字节,我们现在只用西门子链接器的244个输人字节:通过以上参数可以看到一台链接器可以带48台PA仪表的通讯量并且SyCon软件也可以在一块西门子链接器中组态48块仪表.但是西门子链接器作为FW239一DP模块下带的一个DP从站,在组态软件内一个DP从站只能带6O个SLOT.总共30块仪表使用.因此一台连接器最大只可以带30台PA仪表,所以使用两条PA总线。我厂采用了PA仪表总线后,既节约了安装成本。也大大减少了仪表维护人员的工作量。
3 结语
东华水泥二期工程采用的ECS一100DCS系统功能强大,系统稳定性较好.实现了整个生产过程中优化控制和安全操作。该系统有良好的人机界面,开放的接口,维护方便,水泥生产过程专用控制模块可以很好满足水泥生产过程中的各种特殊要求。但与国外的先进系统相比,该系统硬件结构不够紧凑。现场站控制柜数量太多,要求控制室面积较大.编程组态软件也有一些待改进的地方,相信在今后的应用中该系统会更加完善。
文章来源:中国传动网