-

-
-
jiang_0514 | 当前状态:在线
总积分:2005 2026年可用积分:0
注册时间: 2008-10-15
最后登录时间: 2023-04-25
-
-
SUPCON DCS系统在矿山石灰窑的应用
jiang_0514 发表于 2009/6/2 13:01:24 1126 查看 1 回复 [上一主题] [下一主题]
手机阅读
SUPCON DCS系统在矿山石灰窑的应用
摘 要:本文介绍了浙大中控DCS系统在矿山石灰窑的主要应用,简单说明了其工作原理;同时详细说明了石灰窑的工艺及控制流程。
关键词:DCS系统 石灰窑 工艺及控制流程
Abtracts:This paper introduces Zhjiang University SUPCON DCS system’s main application in the mine limekiln, a brief description of its working principle; At the same time, a detailed description of the lime kiln process and control flow.
Keywords:SUPCON DCS system the mine limekiln process and control flow
一、概述
福建三钢(集团)有限责任公司矿山公司原有5座150m3气烧石灰竖窑,其中1#、2# 气烧窑是由150m3机械焦炭竖窑改造而成,分别于1998年4月、12月投产,3#气烧窑于2001年2月投产。4#、5#气烧窑于2004年8月投产。目前气烧窑各项经济指标位居国内同类型窑炉中前列,具备年产20×104t冶金石灰的能力。根据三钢“十一五”规划须扩建两座6#、7# 155m3气烧石灰窑以满足年产钢500万吨的需求;气烧石灰竖窑主要以高炉煤气、部分转炉煤气为燃料,这两座窑已于2007年底投入生产。
二、工艺流程
石灰窑生产的原料主要是石子(石灰石),成品是生石灰。在竖窑的加料口加入石灰石,经过煤气燃烧,煅烧成生石灰,输出到成品料仓。主要包括石灰石筛选、上料系统、煅烧系统、冷却空气循环系统、助燃空气循环系统、废气除尘循环系统、成品出窑、运输系统及配套的煤气加压泵站、液压站等系统。
1、整个石灰窑的工艺流程如下图所示:
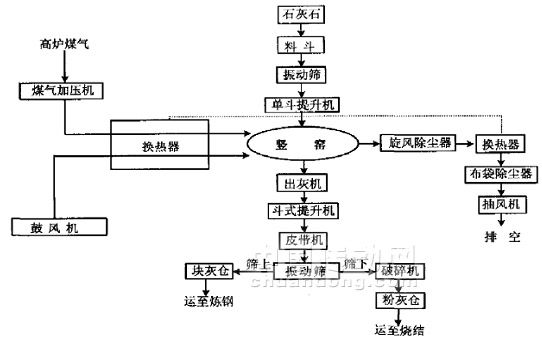
通过煤气和空气混合煅烧石灰石。在1000℃左右的高温下生产石灰是复杂的工艺过程。
影响石灰活性的因素为气烧窑各段温度,主要是煅烧带温度,一般煅烧带温度在800~1100℃。在此以煅烧带温度为控制目标,进炉煤气流量为控制参数(进炉空气流量按空/煤比随煤气流量调整),由于该对象纯滞后较大,采用常规PID控制效果不佳,为此采用模糊控制算法。模糊控制算法的主要原理为:设定煅烧带温度偏差(E),煅烧带温度偏差变化率(EC)与控制作用煤气流量(U)作为模糊控制的三要素,借鉴操作规程及对操作人员经验的总结,制定出相应的模糊规则表(如下图所示)。其基本的控制原则是当误差大或较大时,选择控制量以尽快消除误差为主;当误差小时,选择控制量注意防超调,以保证系统稳定。
在不同E、EC下控制量U的模糊规则表空气流量采用PID控制,将煤气流量的输出值乘以空/煤比作为PID控制空气流量的设定值来保证空/煤比恒定。

2、石灰窑过程控制系统(DCS系统)主要实现的功能有:
(1)通过DCS系统实现对生产过程中的压力、温度及流量等参数的实时采集和处理。
(2)通过DCS系统实现整个上料和出料过程的全自动控制,进行故障诊断,并在监控画面上显示上料批次以及出料时间等。
(3)通过DCS系统实现煤气加压站和空气加压站的控制,煤气流量、煤气压力、空气流量和空气压力采用手操器控制,确保煤气和空气以一定的比例混合,使得窑内的气体燃烧得更充分,并对其故障实现实时报警和连锁停机控制。对煤气加压机和风机的启动采用顺序启动方式。
(4)DCS系统设置自动和手动2种工作方式。手动方式用于单个设备调试和备用,正常生产工作用自动方式。对于重要参数如煤气压力、煤气温度及矿石重量等用CRT和仪表双显示,保证了手动方式下的操作条件。
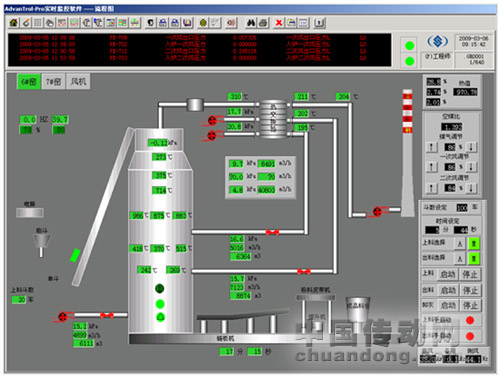
(5)在控制室CRT上能观察到全部设备工作参数,包括故障、停止、运行、手动和自动等状态,便于维护处理。用动态流程图进行工艺总貌显示,流程图上有实时值显示。
(6)通过DCS系统实现对能耗指标煤气进行精确累计;对石灰的出灰重量和时间正确记录。
系统主画面如下图:
三、SUPCON DCS系统介绍
SUPCON WebField GCS-2 系统是浙大中控公司控制系统家族的重要成员,是一种面向中小型控制领域的多功能控制系统(Mini DCS),可实现数据采集、过程控制、顺序控制等实时任务。该系统在进行功能设计时,除保留了常规DCS 系统强大的模拟量处理和回路控制功能,还兼具快速逻辑控制功能及更高的系统实时性性能。系统总体结构
GCS-2 控制系统是一种“网络化控制系统”,它采用了Web 化体系结构,支持C/S 模式,突破了传统控制系统的层次模型,实现了与多种现场总线技术的兼容和其他厂家智能设备的综合集成,并可与多种国内外DCS、PLC 等控制设备进行互连。
第一层网络是过程控制网,称为 SCnet Ⅱ,采用10/100Mbps 自适应工业以太网进行数据通信。
第二层网络是远程通信网络,称为Rcom I 网,它基于工业以太网技术设计,用于连接远程I/O 机架和远程扩展机架。
第三层为机架内部I/O 总线——CDM 总线。它是一种高速并行总线,能提供高达80Mbps 的总线速度,大大加快了I/O 模块与CPU 模块之间的数据交换速度。
GCS-2 系统采用高速冗余工业以太网SCnet Ⅱ作为其过程控制网络。它直接连接了系统的CPU、操作站、工程师站、通信接口单元等,是传送实时信息的通道,具有很高的实时性和可靠性。SCnet Ⅱ网络最多能挂16 个操作站,TCP/IP 协议地址可在128.128.1.129~128.128.1.160 之间选择,子网掩码为255.255.255.0。下图为操作站网卡得结构示意图:

CPU 模块作为SCnet Ⅱ的节点,其网络通信功能由背板上的通信控制器承担。CPU模块上有两个以太网通信口,其中PORT-A 用于SCnet II 网络。CPU 模块控制周期从100 ms 到5s 可选。
四、小结
新窑建成后,公司5座气烧竖窑的利用系数控制在0.8~0.9t/m3.d之间,实践表明石灰质量相对较高。石灰质量的提高在转炉冶炼中具有明显的间接经济效益,如降低吨钢灰耗、减少冶炼喷溅、提高金属收得率、提高炉龄等。
气烧石灰竖窑主要以高炉煤气、部分转炉煤气为燃料,充分利用我厂的二次能源,吨灰煤气成本按 70.00元计算,为我厂节约资金 70.0 元/t×8万t/年=560.00万元/年。本套系统投入运行一年多来,安全可靠,操作简单,非常稳定。
参考文献:
[1]关宸祥.石灰窑.北京:中国建筑工业出版社.1986年7月
[2]孙锡生.影响炼钢用活性石灰质量的因素,石灰.1998
[3]SUPCON WebField系统说明书,浙大中控技术有限公司
[4]三钢矿山气烧石灰窑自动化控制系统,三钢(集团)有限公司
-
-
-
qzvalvesa 发表于 2009/6/2 13:01:24
2楼 回复本楼支持!
阀门 闸阀 球阀 阀门技术空间 阀门 闸阀 球阀 阀门技术空间 阀门技术 GB标准闸阀 JIS标准闸阀 API标准闸阀 ANSI标准闸阀 DQ41F低温球阀 Q641M气动高温球阀 球阀 - 球阀论文 - 球阀技术 闸阀 - 闸阀论文 - 闸阀技术 蝶阀 - 蝶阀论文 - 蝶阀技术 什么是阀门 阀门知识 阀门技术 英国优科UK进口阀门 德国福林FRING进口阀门 日本阀天VENN进口阀门 日本日立HITACHI进口阀门 日本北泽KITZ进口阀门 进口阀门品牌 前泽QZ阀门
引用 qzvalvesa 2009/6/2 13:01:24 发表于2楼的内容
-