-

-
-
jiang_0514 | 当前状态:在线
总积分:2005 2025年可用积分:0
注册时间: 2008-10-15
最后登录时间: 2023-04-25
-
-
贝加莱PCC在验瓶机检测设备中的应用
jiang_0514 发表于 2009/9/2 8:51:20 1179 查看 0 回复 [上一主题] [下一主题]
手机阅读
贝加莱PCC在验瓶机检测设备中的应用
摘 要:在啤酒生产过程中传统的人工检测已不能跟上高速的生产线,基于机器视觉、自动化控制的空瓶检测机(EBI)实现了对空瓶的检测。设计一套基于贝加莱PCC控制系统的空瓶检测机控制方案,来实现对空瓶检测机的自动化控制。
关键字:空瓶检测机、贝加莱、EBI、PCC、检测
Abstract:The process of beer production in the traditional manual detection can not keep up with the high-speed production line, based on machine vision, automatic control of the EBI to achieve inspector on the bottles. The detection of aircraft control system was designed with B & R PCC, empty bottles inspector to achieve automation and control plane.
Key words:empty bottle inspector;B﹠R;EBI;PCC;detection
一、 空瓶检测机(EBI)设计概要
1.1空瓶检测机应用领域
中国制造业的高速发展给工厂自动化带来前所未有的机遇。工厂的管理者已深刻地体会到一些关键环节的自动检测设备不仅能带来更高的效率,并且能更大限度地降低成本。随着市场竞争的加剧,啤酒饮料制造企业越来越清楚地认识到,产品质量的好坏,是决定企业生产和经营成败的关键。随着在线检测技术自身的成熟和发展,可以预计,它啤酒饮料食品制造企业中得到越来越广泛的应用 。中国啤酒集团的公司,例如:燕京啤酒集团公司、青岛啤酒集团公司、华润啤酒集团公司、深圳金威公司、珠江啤酒集团公司等等。随着生产线速度的提高,质量品质的提升,这些集团公司也已经把验瓶机等检测设备,列为生产关键设备。
目前国内啤酒饮料行业配备的空瓶检测机在线检测设备微乎其微,这仅有的一些空瓶检测设备绝大部分依赖于进口。目前空瓶检测机的品牌比较少,表现为高度集中,有德国的HEUFT、KRONES、MIHO,美国的飞达,日本的KTS,德国品牌垄断着市场的绝大部分份额。国外空瓶检测机的特点:适应性差、价格高昂及维护费用让厂家倍感头痛。迫切的需要国内研发类似设备来填补这片空白。
1.2验瓶机的设计原理
验瓶机要实现的功能是对啤酒瓶进行全方位的检测,将检测的结果信号送给控制系统,控制系统对接收到的信号进行分析汇总,控制单段式或多段式剔除器将不合格的瓶子剔除。检测系统分六大检测模块:进瓶检测模块、侧壁检测模块1、瓶口检测模块、瓶底检测模块、侧壁检测模块2、残留液检测模块。如图1所示:

图 1 EBI功能分布图
各模块的检测功能:
1进瓶检测模块:检测异型瓶或严重破损瓶,防止其进入空瓶检测机系统而对机器造成损害。
2侧壁检测模块1:检测瓶壁是否有污斑或者严重破损。
3瓶口检测模块:主要检测瓶口是否存在破损或污斑。
4瓶底检测模块:主要检测瓶底是否存在污斑。
5侧壁检测模块2:瓶子通过夹瓶皮带旋转90度,进行第二次侧壁检测,保证了瓶壁检测无死点。
6残留液检测模块:主要检测瓶中是否有残留的液体存在。
视觉检测系统的工作原理是:
通过特殊设计的LED光源打光,CCD相机拍照,将拍取的照片信息送到图像处理器系统,图像处理器对照片进行处理分析,判定拍取的照片是否合格,并将合格信号送出给控制系统。
残留液检测的工作原理是:
采用高频发射器发出高频信号,有残留液的瓶子经过此检测模块时,引起高频信号波动,通过判定信号的波动,将判定的不合格瓶子的信息送达控制系统。
控制系统的功能是:
控制系统跟踪无压力控制链道上的瓶子,并收集图像处理的信息,进行汇总分析,将结果赋予瓶子,当瓶子到达剔除器的时候将不合格品剔除。控制系统要求使用性能稳定、结构紧凑、工作可靠、功能更强、调试维护更方便,贝加莱(B﹠R)的PCC控制系统兼具以上优点从而被作为系统的底层控制单元,其优势特点十分明显。
1.3 机器系统设计的初衷
随着技术的发展,啤酒企业生产线速度在不断的提高,由原来的18000瓶/小时提升到28000瓶/小时、36000瓶/小时、42000瓶/小时。像美国飞达等旋转式的EBI已无法达到速度要求,直线式的EBI应运而生。
二、 性能和功能要求
2.1 机器的性能要求
现国内啤酒生产线普遍的速度要求为28000瓶/小时或者36000瓶/小时,生产速度的提升,需要用直线式的EBI,对控制系统提出了新的要求,接收处理信号的能力要提升;需要借助编码器对瓶子进行全程的跟踪定位,所以要求控制系统读取编码器的值必须迅速而且准确。西门子及欧姆龙的PLC进行控制发现,实时性比较差,使用梯形图编程对这样的控制程序编写比较复杂。面对这些特殊的控制要求贝加莱PCC的优势凸显出来,其可以使用C等高级语言编程,其中的TPU功能可以解决信号接收滞后及读取编码器不够及时的问题,另外可轻易的利用PVI通讯借助工业以太网实现与上位机VB程序的通讯。
2.2 机器的功能需求
控制系统需要将图像处理器返回的信号进行记录,做出各种数据信息的统计分析,提供给上位机;对各个瓶子进行跟踪定位,对检测到的不合格品进行定位,到达剔除器位置时,将不合格瓶子准确剔除,剔除的瓶子倒瓶率不能高于5% 。控制系统稳定可靠,突然掉电再上电后能顺利启动。
EBI的全程定位光电的分布如图2所示:

图 2 光电分布图
控制系统的思路为:
瓶子在链道上运行首先触发前侧壁光电,用一个结构体数组A 记录其当前的编码器的值,和前壁检测的好坏信息。瓶口光电触发记录当前的编码器的值,然后将当前的编码器的值减去瓶口光电到前壁光电之间的脉冲距离REMOVE1,然后在一个容差范围△内(即REMOVE1±△范围内)查找前侧壁结构体数组里编码器的值,找到此瓶的记录前侧壁检测的好坏信息,拷贝到瓶口的结构体数组中,并记录下瓶口检测的好坏信息。如果在前侧壁结构体数组中找不到此瓶则认为此瓶是多出的瓶子,可能是滑动过大或者是人为插入的瓶子,将此瓶记录为不合格瓶。同理瓶底光电触发去查瓶口的结构体数组,后壁光电触发去查瓶底的结构体数组,剔除光电触发则去查后壁结构体数组。到了剔除光电的结构体数组则汇集了当前光电触发编码器值及前壁、瓶口、瓶底、后壁检测的所有信息。通过监控当前的编码器值和剔除结构体数组的信息来决定是否让剔除器动作来将瓶子剔除。
此控制思路的优点是:
1) 每个光电触发的时候来校正上个光电到这个光电距离内瓶子在链道上的滑动,使其定位更加的准确;
2) 所有模块的检测都是独立的,便于分开各个模块独立运行。可以关闭任意一个功能块而不影响其他模块的检测;
3) 解决了瓶子在检测过程中由于多瓶或少瓶而引起的信号错乱的问题。
三、 系统分析
3.1 系统的难点
EBI控制系统设计的难点在于:
1) 对瓶子的跟踪定位,由于瓶子在链道运行过程中有可能会出现掉瓶情况,以及人为放入瓶子的情况,因此利用瓶子计数方式进行控制是行不通的;另外瓶子在链道运行的过程中会由于速度的变化等原因而产生小范围的滑动,要对瓶子进行跟踪,必须要消除这些小范围滑动带来的影响,并且还要识别出是否有缺失的瓶子或者人为原因多加入的瓶子,并对人为加入或者滑动过大的瓶子剔除,保证检测质量。
2) 对不合格瓶子进行精确剔除,剔除装置是依靠电磁阀、汽缸来驱动的,其接收到信号到其启动需要一定的时间△t,这个时间在速度很低的情况下不会产生太大的影响,但在高速状态下就足以对剔除瓶子的精度产生影响,致使不合格瓶子剔除不掉或者剔除到多排链道的瓶子大量倾倒。
3) 对统计的数据信息进行分析,并与上位机进行通信。上位机承担有接收图形处理器发来的图像信息,因此要求控制系统尽量少的占有上位机的资源。
EBI控制系统不同于别的对机械过程的控制,机械过程的控制基本来说都是数字逻辑的控制,但对EBI的控制却有着很大的不同。要求控制系统必须能快速的接收光电触发传入的信号,并准确的将编码器的值读出。
EBI控制定位系统流程图如图3所示:

图 3 定位控制流程图
在自动运行状态下,PCC主要负责检测空瓶位置信息,准确控制剔除器动作。由于空瓶检测不是由PCC完成,而是由专用的图像处理与识别子系统来完成,检测结果由控制主机传送给PCC,并且剔除器是在空瓶检测机的输出口,即若发现次瓶,必须等该瓶到达击出位置时才能将其击出,所以如何在空瓶的高速连续传送当中协调好空瓶检测与剔除器的动作,是该系统控制的另一个关键所在。
控制流程图如图4所示:
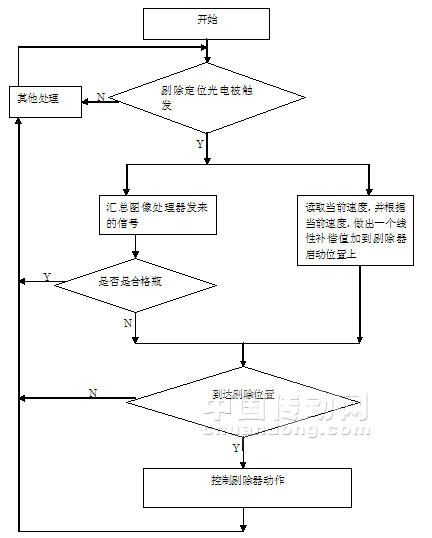
图 4 剔除控制流程图
对于线性补偿值的计算,采用多点拟合的办法,用MATLAB拟合的曲线图为:
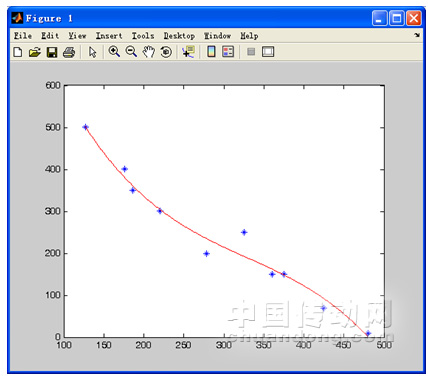
图 5 线性补偿拟合图
3.2 贝加莱实现
在贝加莱PCC控制SG3系统中的一款CPU,名称为CP476具备TPU(时间处理器),其有输入识别/输入边沿触发计数器、输出比较器、脉宽调制等功能。只需要经过简单的配置,就可以在程序中调用其功能块,实现对编码器的准确跟踪,快速的对光电触发发出的信号做出响应。
贝加莱PCC控制系统与上位机的通讯程序编写比较简单,并且只有当控制系统统计的数据发生变化的时候才更新产生通讯动作,对上位机的数据进行更新,尽量的节省了上位机的CPU资源来进行图像处理信息的操作。
贝加莱的培训及技术支持是比较到位的,网站上定期有培训时间课程安排、培训资料等信息的发布,遇到问题技术工程师能到现场指导解决。
经测定2.5米距离上对瓶子定位误差为100个脉冲以内,折合实际距离为小于1厘米,能够达到检测的定位要求。现场测试发现230000个瓶子中有50个瓶子未能定位成功,比率为0.22‰,精度达到设计要求。
四、 系统架构与特点
4.1 系统架构图
本系统需求IO统计需要24路数字量输入,15路数字量输出,其中需要有编码器处理功能。贝加莱控制系统的配置为:
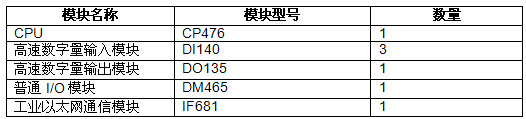
CP476典型的指令周期为0.5us,带一个时间处理器(TPU)实现微秒级的高速信号处理。DI140为旋入式模块,前7个输入口的硬件响应≤3us,为高速数字量输入模块。
第一块DI140用于TPU带Link功能的编码器的输入;第二、三块用于跟踪定位光电传感器信号的输入;DO135带有的TPU功能中编码器比较输出能快速准确讲不合格瓶剔除,用于剔除器输出启动信号;普通的输入输出模块DM465用于外围控制,如掉瓶、挤瓶保护,操作面板的控制等;IF681带有一个RJ45接口,主要用于和上位机借助工业以太网进行通信。
EBI系统的框架图为:
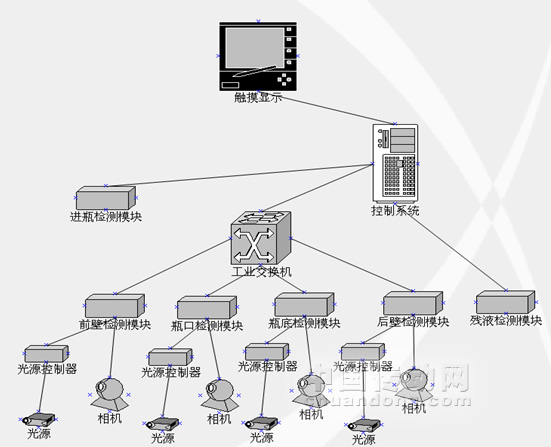
图 6 系统框架图
4.2 硬件特点
现阶段36000瓶/小时的国内啤酒生产线是比较热门的,折算为10瓶/秒。速度是比较快的,要达到对瓶子的精确定位,要求控制系统的响应时间是比较高的。在此采用了贝加莱控制系统的时间处理(TPU)模块,其Link功能实现了高速的信号及编码器脉冲数值的读取,高速精确输出保证了剔除不合格瓶子的精度。
五、 客户评价
现EBI为我公司开发的第三代产品,已在燕京啤酒厂、青岛朝日啤酒厂生产线上运行,并得到了客户的一致好评。山东万世德检测包装系统技术有限公司自主研发的EBI,代表国内同类产品的最高水平。与国外同类产品相比性能差异不大,某些方面比如控制系统采用贝加莱(B﹠R)PCC控制系统,分布式的控制结构,特殊高速的控制模块,已优于国外产品。德国海富、克朗斯同行也给予了很高的评价,称是中国第一款真正意义上的EBI。
现国内市场的EBI被国外产品所垄断,一直以来没有中国自己的同类产品。这款设备推出以后立刻引起了国内外的关注。很多啤酒厂家有意购买国产EBI。国外EBI生产厂家也已感到威胁,现为增加竞争力开始大幅降价,并正式将万世德列为其竞争对手。