-

-
-
jiang_0514 | 当前状态:在线
总积分:2005 2025年可用积分:0
注册时间: 2008-10-15
最后登录时间: 2023-04-25
-
-
VEC伺服在双边数控切割机上应用简述
jiang_0514 发表于 2009/9/3 9:40:38 506 查看 0 回复 [上一主题] [下一主题]
手机阅读
VEC伺服在双边数控切割机上应用简述
一、应用现场及设备简介
苏州某焊割科技有限公司是某集团公司在苏州工业园设立的以国际合作为目的的公司,集科研、开发、生产、检测、销售和服务为一体,注册资金6000万人民币,总投资1.2亿人民币,工厂占地90亩,其焊切割事业部秉承世界先进的数控火焰等离子切割机制造技术和先进工艺,致力于为国内外客户提供一流的数控切割设备和切割工艺,是国内专业生产高档数控切割设备厂商之一。
公司一隅
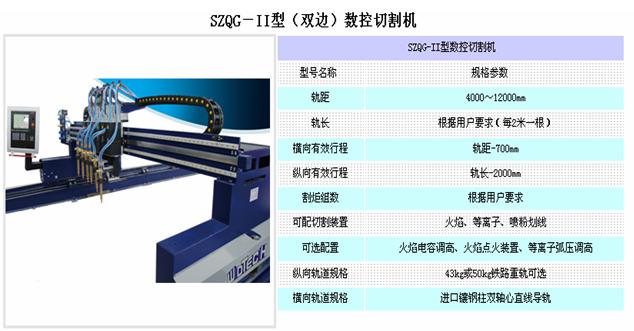
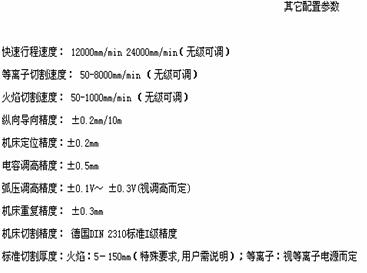
该公司生产的SZQG-II(双边)数控切割机主要由美国海堡数控系、VEC-VBH型伺服、美国进口等离子电源、韩国进口KODUCT拖链、意大利REFTTEX进口气管、台湾TLB双轴芯直线导轨等元器件构成。其性能参数如下:
二、控制方式及控制要点
数控切割机分双边和单边两种,X轴为伺服控制横向带动切割枪头行走轴,Y轴为伺服控制纵向带动横梁行走轴。双边切割机是横梁的两端各有一个伺服驱动,定义为Y1/Y2,两台伺服要实现绝对同步。SZQG-II(双边)数控切割机采用目前世界上精度最高的美国海堡数控系统,以±10V模拟量分别来控制伺服X、Y1做位置模式运行,Y2追踪Y1的速度做跟随,要求伺服具有快速响应速度及极强的干扰解决方案,还要求伺服有极强的跟随性,在做插补时使圆弧曲线平滑,不能有锯齿。行业内大部分采用松下或三菱伺服驱动器,经过威科达无锡办事处业务人员先期与客户的沟通和客户对 VEC伺服的了解,VEC伺服所具有的32位高性能DSP、125usD的动态高速运算回路、分频输出功能以及独特的抗干扰硬件电路等特点完全满足设备工艺要求,遂在其SZQG-II(双边)数控切割机上采用了VEC-VB-R40H21B伺服系统一套和VEC-VB-R75H21B伺服系统两套作为其带动切割枪头的执行伺服系统。其中VEC-VB-R40H21B伺服 系统作为横向行走执行伺服,两套VEC-VB-R75H21B作为分别控制两边纵向行走的执行伺服。

三、系统连线及参数设置
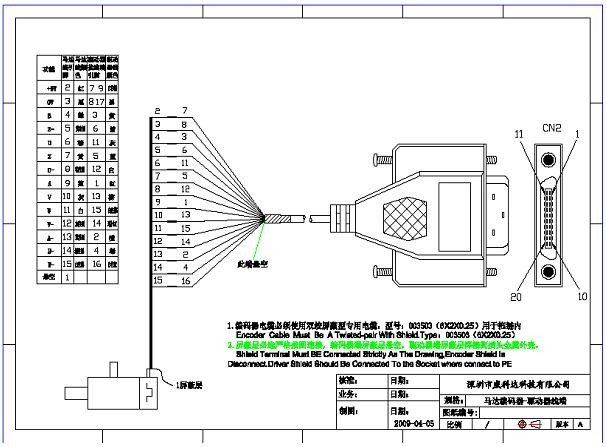
主编码器联线
四、参数设置
参照资料为《VEC-VB伺服使用手册》
五、 调试要点及注意事项
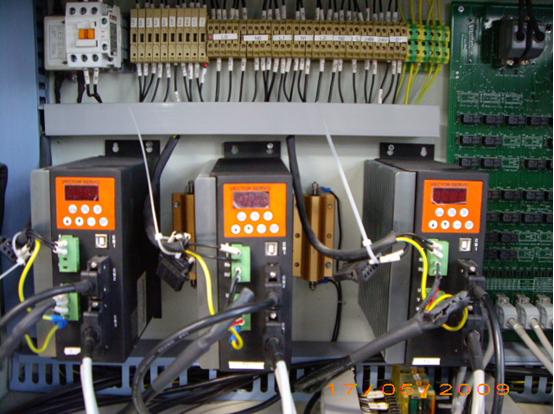
焊割机上共使用3套伺服,2套750w的做机台纵向动作,其中,一台做±10v控制,另外一台做跟随;1套400w的做机台横向动作,±10v控制。
接线及调试注意事项
(1) 接线时区分750w的主从顺序。
(2) 电机不带载自学习。
(3) 不带载情况下试运行,观察2台750w电机是否同步。
(4) 运行中观测两台±10v控制伺服的参数F201.
(5) 将AI1的跳线,选择在±10v控制。
六、调试结果及客户反馈
经我方工程师和客户工程师配合调试完成后,客户采用了在切割枪头上绑一支笔,用来画出切割头实际行走曲线的方法检测伺服的实际走位。
经检测对比,VEC-VB伺服走出的曲线平滑,停位准确,反应灵敏,响应速度高,抗干扰能力强,完全满足设备工艺要求,客户反馈,在性能上达到甚至超过了松下的伺服系统。现VEC-VB伺服已在客户处批量使用.