-
-
手机阅读
瑞雪调试维修手记(三) (毕加索篇)
------导带更换的过程
印花导带是圆网印花机用于支撑织物的循环运转平台。

操作步骤如下:
1.在未拆机前运行原来旧导带的数据记录,导带和同步参数,以备比较用。将开关搬向右侧进入SDS服务诊断系统,转换成英语(以英语和荷兰语为参数设置语言,其余各语言只能用于操作界面)。
进入同步参数: Sds/Fine-tun/RD/STS
Front roller 主动辊 O:0.1 N:0.1
Lead 摩擦系数 O:1.7 N:1.7
进入自动对花参数: Sds/Fine-tun/RD/DTS
P01:L0 L0 D0 P02:L-12 L9 D-2
P03:L0 L4 D-3 P04:L-2 L2 D-4
P05:L2 L6 D-7 P06:L-1 L8 D-4
P07:L1 L7 D-14 P08:L1 L18 D-8
P09:L1 L13 D-13 P10:L0 L16 D-14
P11:L-9 L42 D-16 P12:L-7 L11 D-19
2.拆机器护板。然后在送电状态下,让支架全部上升,担起大梁架子,将12个位置上两侧上好螺丝,或用木块垫上,防止两侧支架压坏气缸。然后停电。
3.拆北侧操作盒,两组插接头,3根气管。拆南侧操作台,打开盖板,拔下两组插头,将里面2个螺丝拆下,小心拿下南操作台,拿下操作台下的压板。
4.拆横梁大架子12对,并做好标记,按顺序放好。北侧网头架做好标记,推出后按顺序放好。拆。。。。。。
5.将水洗机抽出。拆下给水电磁阀线圈,拆下水压开关的铜水管。
6.上胶装置抽出。进布处张紧辊丝杠拆下,被动大辊推入固定位卡好。导带下张紧辊卸下。
7.探边开关挡板拆下,探边开关及转杆拆下,探边支架转向上面,绑好。北极限开关拆下。(探边电机处不动)
8.平台用木板铺好。将5根工字钢梁架在机器上,用布铺好。拆下北侧11块支撑短板,卸下导带。。。。。。
9.注意:提前做好2只一样的标准十字线网。十字线离边250mm。

10.做各种清理,维修,更换,检查,加油等工作。上导带前,一定要将所有导布辊,磁台用大平尺找水平,以最前和最后两只特氟龙辊为标准拉水平,中 间8只导布辊与其水平一致。磁台水平应低于导布辊0.3mm。
11.打开包装上新导带:为瑞士哈巴西聚氨酯导带。
试车,第一次上导带。
第二次换导带:ENU-20E .5 2.16mm厚 19.58m*2030mm 张力0.5%
第三次换导带:ENU-20EL .3 2.6mm厚 19.58m*2030mm 张力0.3%
毕加索圆网最好使用2.16mm厚的导带,不能太厚了。


-
-
-
瑞雪照丰年 发表于 2007/5/7 19:58:28
2楼 回复本楼12.按照拆卸相反顺序安装。上好11块支撑短板,拆下支撑工字钢。12组大梁架子(大小两块)按顺序上好,销钉对齐穿好。
13.北侧插头从机架下伸出,经过对花电机下面,接上插头坐。北侧控制盒上好。南侧操作台上好。
14.将探边装置处全部上好,先不用自动,将探边电机负荷线拆下。将水洗机插接头短接线短好(已经在主台I/O模块里的端子上短接了),将水洗机不在位限位开关压好(水洗机2组电机负荷线拆下)。上胶装置到位开关压好。为导带运行做准备。
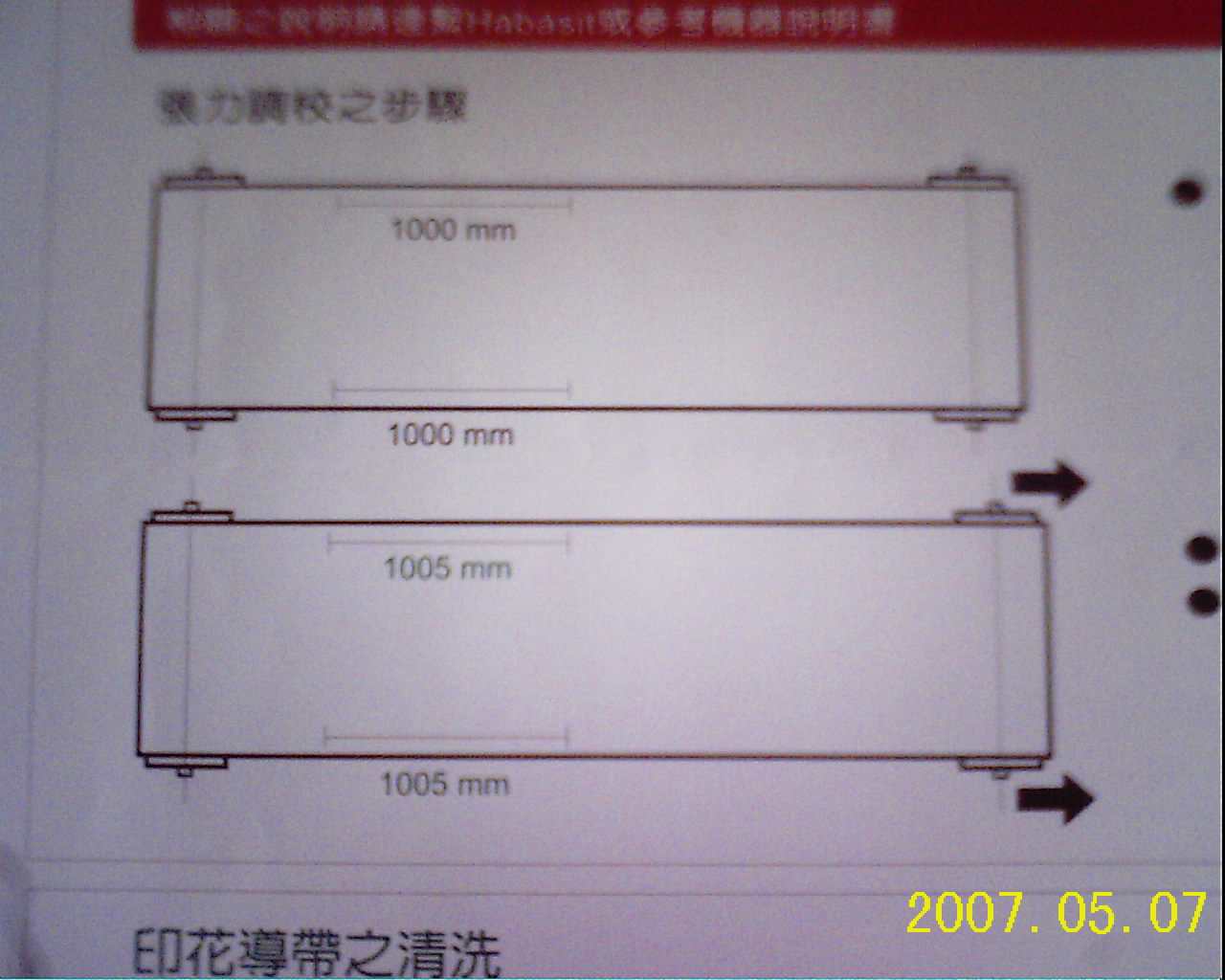
15.导带涨紧的张力调到力矩为90Nm,最大不超过100Nm,张力为5‰左右,用粘白色胶布标记好的导带测量1米,直到伸长变成1005mm。

16.1#2#6#12#位置横向对花位置调整,与导带对比要调一致,导带用一白胶布粘好,画一纵向线,量出各位置与齿轮的距离看是否一致,查出电机转动的圈数,然后调至中间,互相对比,调节一致。。。。。。
横向对花零位调节:要求在南控制台下面的空档间距为68mm为标准零位。打开印花头,让全部12位对花归零,没有达到68mm的,拆下电机皮带,转动传动轴调整到68mm左右,再上好皮带(电机不要串动)。
17.开始运行导带。找导带跑偏:按原来探边电机的中心点为标准,通过找辊来使导带找中心运转位置,找好后才能割边。
如导带需向北调整,在上表面将主动辊东侧的特氟龙辊北侧向东移动,使导带上表面向北偏移。如向东调5mm左右,导带向北移动约5mm。在下表面进布口探边东有一特氟龙辊,调左右位置找到导带中间跑偏位置,均衡调整导带的上下中间位置。
总结:要求自动探边位置按照原来的中心点不变,以各导辊左右移动找中心点,然后充分发挥自动探边的中心位置作用,避免自动探边左右余量不足,或偏向一侧,调整不了导带的位置。
引用 瑞雪照丰年 2007/5/7 19:58:28 发表于2楼的内容
-
-
-
-
瑞雪照丰年 发表于 2007/5/7 20:00:14
3楼 回复本楼18.导带割边:导带至少运转12小时以上,运转速度5-10m/min。找好中心不偏移后,用铅笔划线看是否重合,然后开始割北边。割下12mm左右,剩余2030-12=2018mm。
注意:拆下北侧和南侧限位开关,机器附近不要有干扰动作,避免中途停车。


19.一般规定伺服电机齿轮与专用圆网T型尺间距为5mm,调节伺服电机固定的上下螺丝找平,使之达到标准5mm。
主动网头上好逐个试验,运行对花后,测量T型尺与导带间距一致。
对花接近开关与齿尖的距离调整为6mm(用内六角比对)。
20.探边两侧限位上好,探头开关上好,调整开关与顶板的间距,直到进布口模块输入点5和6均不亮灯,即为探头中间最佳点。
开关S1和S2的位置高低差约1.5mm左右,位置高低差小,动作频繁,快,精度高;位置高低差大,动作不频,慢,精度低。
然后全部固定好,并上好外护板。。。。。。接好电机负荷线,可以正常运转导带了,开始注意观察,正常为止。
跑偏开关:导带向北时,S1(东侧,接常开点)由开变闭,S2不变,还是闭点;导带向南时,S2(西侧,接常闭点)由闭变开,S1不变,还是开点。
21.上好1#2#11#12#位的磁台垫片。调节12个位置的大梁架子与导带间隙,圆网T型尺架在滑道上(上面放水平尺)与导带上的平尺间隙为0.3mm作为最佳。左右(南北)要一致,(实际上为南高北低)。调整方法:将四只螺钉松开,升降另外二只顶丝螺钉来升降大梁架子,并且每组架子前后用水平尺看齐。
22.然后全部附件就位,接料盘,护板等。北侧网架上好,网头上好。
23.刮浆刀的刻度校正:先将刀角度标尺调至40,刀压力转盘调至0,用一空刀架上好,用两只皮筋捆上两边向上提起钩好,开机,中途(刀架不提)停车,将平尺放在刀架下,用一个标准小铁块立放塞入刀的两边,看平尺与小铁块之间无间隙为正好,否则,调节刀压力转盘至平尺与小铁块之间无间隙时,重新调零点,将塑料塞拔出,用内六角提起里面的拨盘,调到0点位置,放下拨盘,即为新的零点位置,南北同时调校,这样1-12个位置逐个调节零点。
24.推入上胶装置,水洗机。查看水洗机清洗导带是否带水,压力是否正常,调气缸,刀片,顶丝等。
25.导带与圆网之间的同步:在5m/min速度下,1#位上一个标准十字线网,打入白料,运转印花机,用7.5m的卷尺测量圆网转十圈的导带印痕长度。
导带与圆网之间的同步关系原理:(略)
26.圆网与圆网之间的自动对花调整:
在5m/min速度下,1#位放一个标准网,注入白料,此位置不变。2#位放另一个标准网,注入白料,调整参数。
27.最后,用硅粉洗磨导带,使亮面磨成麻面,然后挂胶,开机运转,准备正常投入生产。。。。。。

引用 瑞雪照丰年 2007/5/7 20:00:14 发表于3楼的内容
-
-
引用 瑞雪照丰年 2007/5/7 20:03:55 发表于4楼的内容
-
引用 lljel 2007/5/8 14:42:06 发表于5楼的内容
-
引用 瑞雪照丰年 2007/5/12 23:09:54 发表于6楼的内容
-
引用 钟灵山 2007/5/14 8:32:04 发表于7楼的内容
-
引用 瑞雪照丰年 2007/5/14 11:31:44 发表于8楼的内容