-
-
手机阅读
2005年10月至2006年4月,由南京凯盛水泥设计研究院设计的湖北老河口吉港宝石水泥有限公司1700t/d技改工程(湿改干)和重庆金江水泥有限公司2500t/d水泥熟料新型干法生产线先后用中控的WebField ECS-100控制系统进行组态调试。本文主要以重庆金江2500t/d水泥熟料新型干法生产线为例介绍ECS-100系统在水泥工程项目中的应用。
系统概述
重庆金江水泥有限公司2500t/d水泥熟料新型干法生产线计算机控制系统的控制范围是从原料预均化及输送至水泥包装的工艺生产过程。控制系统能够对原料预均化及输送、生料配料、原料粉磨、废气处理、均化库、生料入窑、预热器、回转窑、冷却机、熟料储存、煤粉制备、水泥粉磨及储存、水泥包装等主要生产工艺过程进行监视、操作和管理,从而达到生产正常运行,工艺设备稳定可靠的目的。
WebField ECS-100是中控WebField家族的主流产品,是一套面向大中型过程控制的控制系统,系统对主控卡、数据转发卡、控制网络采用冗余设计,在技术上保证了系统的可靠性和稳定性,有效保障了水泥正常生产的连续运行。系统I/O通道采用了点点隔离设计,使得故障面缩小,可以克服因串扰产生的大面积故障,从而减小损失,ECS-100还提供了Profibus-DP、Profibus-PA、MODBUS、OPC、DDE等通讯方案,系统的开放性好。
硬件构成
ECS-100系统硬件主要由4个部分组成:工程师站、操作站、控制站和通讯网络。
本工程系统构成(如图1)。
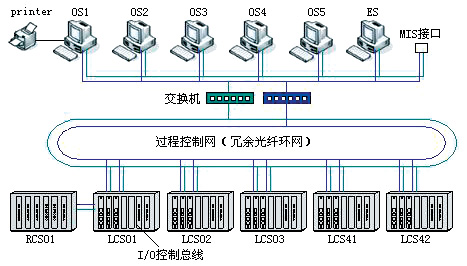
图1:系统构成图
本控制系统一共分为五个现场站及一个远程站,各现场站的控制范围分别为:
LCS01原料站的控制范围主要包括生料配料、原料粉磨、废气处理至均化库顶;
RCS01原料远程站控制范围主要包括原料破碎、原料预均化及输送;
LCS02窑尾站的控制范围主要包括均化库库底、生料入窑、预热器以及回转窑;
LCS03窑头站的控制范围主要包括冷却机、熟料储存、煤粉制备及输送;
LCS41 1#水泥磨站和LCS42 2#水泥磨站的控制范围主要为水泥配料,1#和2#水泥粉磨及储存、水泥包装;
工程师站和操作站
全厂设一个中央控制室,中央控制室配置一台工程师站(ES)和五台操作员站(OS),工程师站能够对系统软件组态调试,应用软件的维护和管理,同时具备操作站的功能。操作员站按照操作区域分别为原料操作员站、窑操作员站、煤磨操作员站、水泥操作员站一和水泥操作员站二,其中任何一台操作员站都可以对生料配料至水泥包装的整个过程进行操作控制。操作员可以在监视器上观察生产过程中各个部分的流程图、各测点的动态参数、设备的运行状态、重要参数趋势图、棒状图和报警等画面,监视和控制生产过程,从而实现对工艺过程的管理、监视和控制。
控制站主要由机柜,机笼,供电单元,端子板和各类卡件组成。控制站是系统直接对现场进行I/O数据采集、控制运算、逻辑控制的核心单元,完成整个工业的实时控制过程。
通讯网络
水泥生产的控制系统因各个控制站比较分散,所以过程控制网络的稳定性对系统的安全起到了重要的作用,同时也对过程控制网提出了较高的要求。本工程的过程控制网络采用了冗余光纤环网,实现了双冗余,大大提高了过程控制网络安全系数。
ECS-100系统通信网络共分为三层:
上层为信息管理网,采用标准的工业以太网,连接了各个控制装置的网桥以及企业内各类管理计算机,用于工厂级的信息传送和管理,资源信息的共享,是实现全厂综合管理的信息通道。支持采用大型数据库功能,并可将本地控制系统连入企业信息管理网;
中间层为过程控制网(SCnetⅡ),采用TCP/IP和IEEE802.3标准协议,高速冗余光纤环网,直接连接了系统的控制站、操作站、工程师站、通讯接口单元等,是传送过程控制实时信息的通道,具有很高的实时性和可靠性,通过挂接网桥,SCnetⅡ可以与上层的信息管理网或其它厂家设备连接;
底层为控制站内部I/O控制总线(SBUS),总线分为两层,连接主控卡和数据转发卡的是SBUS-S2总线,连接数据转发卡和I/O卡件的是SBUS-S1总线,控制总线采用主控制卡指挥式令牌网,存储转发通信协议,是控制站各卡件之间进行信息交换的通道。
系统软件及工艺流程控制的实现
系统软件介绍
WebField ECS-100控制系统软件功能强大,其中主要包括硬件组态软件SConfig,图形化组态软件SControl,语言编程软件SProgram,报表制作软件SForm,I/O驱动Slink,实时监控软件SView,回路调整软件Sloop,故障诊断软件SDiagnose等调试组态监控软件。
通过软件编程组态实现工艺控制
硬件组态软件SConfig
硬件组态软件SConfig大量采用Windows的标准控件,使操作保持了一致性。另外,SConfig还提供了强大的在线帮助功能,当用户在组态过程中遇到问题时,只须按F1键或选择菜单中的帮助项,就可以随时得到帮助、提示。
语言编程软件SProgram
SProgram编程语言,是ECS-100系统控制站专用的高级语言,工程师站用来开发复杂控制算法的平台,有流行的编程环境,功能强,容量大,实时性强,可靠性高,面向控制工程,简单易学,提供了安全检查和控制功能扩充。
图形化组态软件SControl
图形化组态软件SControl集成了功能块图(FBD)编辑器,梯形图(LD)编辑器,顺控图(SFC)编辑器,ST语言编辑器,数据类型编辑器,变量编辑器,自定义模块(DFB)编辑器等功能。如何通过SControl软件实现设备控制,满足工艺操作要求呢?
把整个工艺系统按照生产流程分为5个功能区,即原料粉磨区,生料均化及烧成区,烧成窑头区,煤粉制备区,水泥粉磨及存储包装区,然后把各个功能区按照工艺要求分成若干个操作组,设备之间设有工艺联锁关系,并按一定的时序和逻辑起停,从设备保护角度出发,设备起动和运行时分别有起动允许条件和运行保护条件。每一台设备既可以参与组起动,也可以单机起动,这样使生产调试和工艺操作更加简单方便。
水泥工程现场设备种类比较多,如普通电机,变频器,高压电机,配料定量给料秤等,这对组态编程和调试的工作量是一个比较大的挑战。而通过在自定义模块(DFB)编辑器,用梯形图(LD)语言定义不同电机的功能块,使程序模块化。功能块编辑完成后,用功能块(FBD)语言,调用不同的功能块,按照工艺联锁关系和设备保护分别对每一组每一台设备进行编程组态,最后现场调试,这样既可以加快编程组态速度,也降低了现场调试的工作量,提高了编程调试的工作效率。
实时监控软件SVIEW
SVIEW是基于WindowsNT/2000平台上的功能强大的全中文界面组态软件,提供开发和显示画面,调度(scheduler)和VBA语言程序,在运行和组态之间可以很方便地进行切换和修改,同时保持实时报警和数据采集。
通过硬件组态软件和图形化组态软件把下位机程序都做好之后,根据分组和SContorl软件中组态的程序,可以把组的画面对照完成,然后再根据工艺流程图,完成工艺控制流程画面的组态,其中包括电机显示(用不同的颜色表示电机不同的状态),工艺参数如温度,压力等显示,最后在数据库中根据工艺要求和设备保护要求设置报警,能够实时显示和历史查询,组态历史趋势和操作日志等在SVIEW软件中也可很方便的设置组态(如图2)。 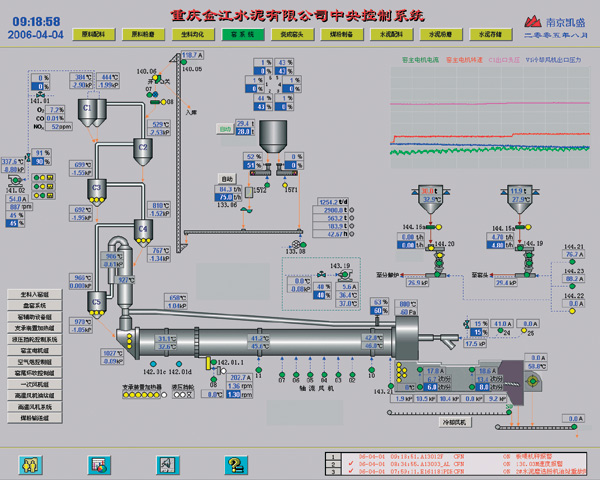
图2:SVIEW 组态画面
OPC通讯
OPC技术是OLE技术在过程控制中的应用,它为开发应用程序的不同厂商提供了一项共同遵循的通信标准,从而大大减少了在系统集成过程中的重复开发,并提高了控制系统的性能。
湖北老河口吉港宝石水泥有限公司1700t/d技改工程在化验室里采用了武汉工业大学开发的水泥生料率值控制系统,要求在化验室中通过率值控制系统分析出来的生料配比通过OPC软件通讯上传至DCS控制系统,即配比修改由化验室操作控制,同时生料率值控制系统还需要对磨机的运行信号及现场配料秤的流量信号进行监控,以便分析入磨各种生料实际的配比,从而在下一次的配比中对误差较大的生料进行配比的调整。
把通讯网络搭建好后,在中控室工程师站安装中控OPC Server,在化验室水泥生料率值控制系统中安装率值控制系统的OPC Client,成功链接后OPC Client就可以读取DCS系统中所有的数据,把水泥生料率值控制系统需要的变量名及其含义告知,由水泥生料率值控制系统进行组态配置,同时在DCS系统中编程实现化验室自动配比修改和中控手动配比修改两套程序,从而实现了平常时由化验室自动生成生料配比,特殊原因时改为中控手动配比。通过OPC通讯实现化验室直接生料配比,不仅减轻了中控操作的负担,同时也提高了生料的合格率,为熟料高合格率打下了坚实的基础。
报表编制
报表编制软件使用简单,打开软件,像使用Excel一样的方便编辑报表格式,然后引用时间和位号,通过事件的定义报表输出即可完成报表组态。SVIEW同时也提供VBA编程直接通过ADO对象直接输入报表至Excel显示和打印的功能。
回路调整软件
PID回路控制能平稳、迅速、准确地自动调节现场的相关设备,使温度、压力、仓重等参数稳定在一定范围内,即提高了系统的稳定性,又提高了响应速度.满足了工艺需要。在此以均化库底充气循环及控制稳流小仓仓重PID回路控制为例来说明。
均化库底的生料稳流仓仓重对入窑生料量的稳定性起到了重要的作用,如果能保证仓重稳定在某一范围内,入窑生料下料量就会稳定,而稳定稳流仓重重要的是控制均化库6大区的卸料阀开度,均化库在下料的同时还要进行库底均化循环,达到均化库中生料的效果(如图3)。 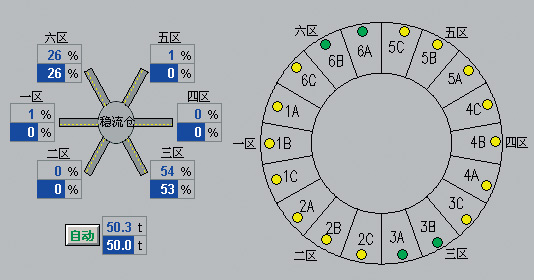
图3:稳定稳流仓重重要的是控制均化库6 大区的卸料阀开度
均化库底一共有6个充气均化区,每个充气均化区有3个充气阀分别为A、B和C和一个流量控制气动阀,其中中间充气阀B兼顾卸料。均化循环卸料时同时开启相对的两个区,每个区只开2个充气阀,即每次共开4个充气阀,并且卸料充气B阀必须开启,每个完整大循环要完成6次卸料区的切换。从一区至六区的按照设定循环时间的循环开启,在两个卸料区之间切换时设有一个重叠充气时间,保持卸料的连贯性。在卸料区充气循环的同时,同时该区的流量控制气动阀根据仓重设定和实际仓重进行PID回路控制调节开度,其它没有充气卸料的流量控制气动阀自动关闭,以延长流量控制气动阀的使用寿命。中控操作员可自行设定充气循环时间
,这套系统同时还具备手动控制的功能。该控制回路既能控制稳流仓仓重保持在一个范围之内,起到稳定喂料的作用,又达到生料均化的效果,满足了工艺要求。
通过上述的硬件组态和软件编程,完成从原料预均化及输送至水泥包装生产线上所有电动机和其它各种用电设备的顺序逻辑控制、过程参数检测、显示、回路调节等功能,操作员在中央控制室对上述范围生产线进行监视、管理和操作控制。
结束语
该系统自投运以来,运行可靠、稳定,操作简单灵活,维护方便,无论是硬件的可靠性,还是软件的可操作性、易用性都是较佳的。两个水泥厂投产后短时间内即达产,目前生产稳定正常,系统产生了良好的经济效益和社会效益。