摘要:为了能让大家更加了解折弯机,故此文写出了折弯机的功能与运动过程、液压控制系统的两种型式分析以及所用高性能液压元件的介绍。
关键词: 数控折弯机;比例阀、液压控制阀块;数控器。
1.引言
天津罗升作为一家传动控制领域卓越品牌服务商,服务领域涉及机械制造业、工厂自动化、航空/航天、电力、冶金、石化、医疗等领域。产品系列主要涵盖了:工业液压、电子传动与控制,直线传动及控制、气动传动与控制。
罗升的迪普马液压产品,在板材折弯机控制中得到了大量应用。折弯机是一种用来弯曲板材的专用机床。现代折弯机中迪普马液压产品得到了广泛的应用,在这些液压控制系统中,大都用到了使用比例控制技术,机床拥有灵活的专门用于折弯机的数控系统,因为可作为高度自动化操作,实现高精密的弯曲板材。使用数控折弯机,在加工复杂形状板材时,可获得高生产效率和高品质制件,取得较高的经济效益。
1.1折弯机的功能和运行过程
数控折弯机主要为上活塞式压机,其主要工作特点是,由两只平行运动的工作液压缸形成垂直向下的压力,以驱动折弯梁上的模具进行折弯工作。其数控式迪普马液压控制系统,主要是控制折弯过程的同步运行和液压缸在机器满负荷工作时在下死点的定位。
上折弯梁的典型折弯工艺运动循环阶段有:
(1) 静止状态
折弯机的静止位置是上折弯梁在上死点。为了防止产生不受控的向下运动,系统用一只无泄露背压阀封闭了液压缸的有杆腔。
(2) 向下运动
普通折弯机的下行快速关闭运动大都采用自由落地形式,也就是通过折弯机梁及各附件的自重产生运动。在此过程中,液压缸无杆腔通过一个充液阀补油,此时有杆腔将产生背压。快进速度可达250mm/s) 则由比例方向阀开环或闭环控制。快进运动从上死点开始,经过一个短暂的刹车阶段后,在距折弯板材最大距离6mm处结束。各种不同的折弯机要求不同的快进结束位置。
(3) 冲压/折弯
冲压/折弯阶段从无杆腔建压开始。冲压速度一方面受到油泵供油量的限制,另一方面,可通过比例阀方向阀来调节。同时,方向阀也控制折弯梁的同步运行和下死点的定位。冲压力的限制则由比例溢流阀限制泵的压力来完成。相应的速度、同步、定位和压力的给定值均来自数控器。
(4) 减压
无杆腔的减压或者是在到达下死点时开始,或者是在持续了一个短的保压时间之后开始,这样就变形材料一定的时间产生流动,因此能进一步提高制件的尺寸精度。保压和减压均由比例方向阀按着数控器的指令来完成。据要求的运行循环时间,须使减压时间尽可能地短;但是为了避免在整个系统中产生卸荷冲击,又要求足够长。总之,减压曲线不允许太陡要求平稳。整个过程的优化则通过比例方向阀来实现。
(5) 回程
泵的流量和液压缸的有杆腔承压面积,决定了最大回程速度,在大多数情况下,接近快速速度。回程从有杆腔减压开始到上死点结束。回程也同样要求同步运行。
1. 数控折弯机液压控制系统的几种形式
数控折弯机的液压控制形式,在生产制造中,要求有自动化程度高和标准率。为此,折弯机应具有将液压系统集成于机器内的高集成率。因此,机架就成了液压件安装的基础,并通过它将油箱集成于冲压架内。对各种要求不同的用户,这种集成率也不相同。
一般有两种款式分别如下:
(1) 三控制阀块
这种款式拥有三个控制阀块。两个带有所属的间板充液阀的主控制阀块直接安装在液压缸上,实现了主控制块与液压缸之间的无管连接。主控制阀块主要由比例方向阀、带位置监控的换向阀和背压插装组件组成。比例换向阀在折弯机中起着关键的作用,它与数控器一起决定了上折弯梁的运动方向、速度以及同步精度和定位精度。目前的控制块系列都配备有集成电子放大器的比例换向阀,数控器能直接控制该阀。背压组件(一般由换向阀及两个溢流阀组成)相应于客户的要求为无泄漏型式。吸油阀负责快进中无杆腔充油和回程中无杆腔中大流量油的回泄。上述两个控制块加上第三个控制块----泵控制块,形成了完整的三控制阀块结构。这里最主要的安装件是比例溢流阀和一个最大的压力截止阀,以及作为充液阀的先导阀的位置检测换向阀。
比例溢流阀根据数控器的给定值调定最大的冲压压力,与并联连接的手调式溢流阀负责整套系统的压力保险,特别是针对在泵上的来自数控器的过高的给定值。
典型三控制块液压系统图如下:

(2) 中央控制块
中央控制块型式就是把三个控制阀块合成一个控制块。它主要应用在某些特殊结构的折弯机中(例如机器高度受限的情况)。
由于控制原因,控制块与两个冲压液压缸间的连接管道必须要对称布置,而且要保证不超过两只液压缸间的最大允许间距(约3m),因此中央控制块要尽可能布置在机器的中央。控制块通过管道与液压缸相连。在这种款式中,采用了法兰式充液阀,直接安装在于液压缸上,并有吸油管与油管相连。充液阀的紧凑结构适应了整体高度很低的折弯机的需要。
典型中央控制阀型式液压系统图如下:

2. 折弯机迪普马液压产品系列介绍
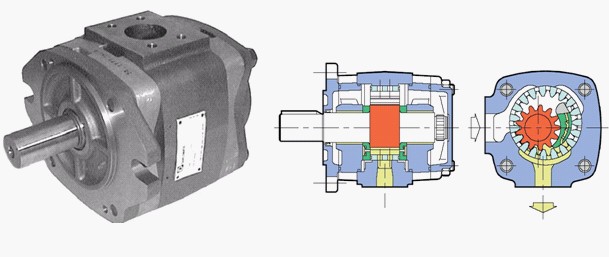
1.1 迪普马IGP系列内啮合齿轮泵
该泵同时采用径向和轴向压力补偿,工作噪声低,容积效率高。并采用了优化的载荷分布设计和特殊的滑动轴承,使泵高压下可连续运行,延长了泵的使用寿命。
工作压力33Mpa,峰值压力可达34.5Mpa.排量可从3.6~251.7
cm3/rpm .所有的尺寸规格和排量可以相互任意组合。
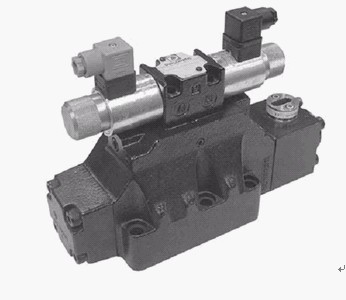
2.2 位置检测型电磁方向阀DS*M
DS*M系列阀芯检测型电磁方向阀装有感应近程式传感器可指出阀芯位置,尤其是常闭触点的PNP型传感器可指示出阀芯在原位(电磁阀断电)的位置。如果连接到数控器电路中就可识别出方向控制阀的状态从而可对整合功能进行控制。回油口(T口)耐压力高,在静态状况下可达100bar,动态状况下可达50bar.
2.3 集成数字式比例方向阀及压力阀
DS*J 系列阀是一种阀芯位移检测直动式集成电控伺服比例方向阀。该阀可应用于高动态特性液压执行机构的位置和速度控制,该阀开度及流量可连续调节并与输入的参考信号成正比。
PRE*G系列比例压力阀是一种集成电控的先导式比例溢流阀,通常用于精确液压系统压力,且压力可连续调整,与参考信号成比例。最大控制压力可达350bar.

2.4 DXJ*系列直动式伺服阀和DS*J系列伺服比例阀
DXJ*系列阀是一种四边滑阀式伺服阀。该阀由力矩马达驱动,具有良好的动态性能,且不受系统压力的影响。阀芯位置通过位移传感器(LVTD)反馈,构成闭环系统,从而保证了很好的精度和重复性。该阀具有很小的功耗,非常适用于位置、速度、压力的闭环控制。在电源切断或者参考信号为零时,其阀芯自动退回中位,且中位泄漏量很小,此值与系统压力有关。

4结束语
液压数控折弯机是一种高自动化板材加工机床,因此配置了高性能的液压元件,罗升公司能够提供折弯机所需的所有高性能液压件。公司致力于与供应商和客户的良好合作,并将一如既往根据客户需求,提供优良性价比的液压元件及系统。
