-

-
-
jiang_0514 | 当前状态:在线
总积分:2005 2026年可用积分:0
注册时间: 2008-10-15
最后登录时间: 2023-04-25
-
-
变频器在轧钢水处理领域的应用
jiang_0514 发表于 2009/9/12 8:22:14 1096 查看 1 回复 [上一主题] [下一主题]
手机阅读
变频器在轧钢水处理领域的应用
福建三钢闽光股份有限公司供应公司 朱明 供稿
摘 要:本文简单介绍了变频器在轧钢水处理水泵电机的应用,并对其节能原理和实现过程进行了分析。
1:引言
在钢铁生产的过程中,各种资源和能源的消耗都非常大。为了能够可持续的经济发展,也为了降低产品的生产成本,钢铁企业必须寻求一种节能降耗的新路子。
随着变频器生产技术的日益成熟,其价格也逐渐降至用户能够接受的水平。在风机水泵类负载中,变频器的应用可以明显的起到节能目的,在较短时间内可以收回投资成本,因此在钢铁生产领域尤其风机水泵类的负载中,变频器的应用也越来越广泛。
2: 系统介绍
2.1工艺及改造方案简介
在线材生产过程中,钢坯经加热炉及初中精轧之后,为了改善成品线材的材料性能,线材进入穿水冷却工艺流程线。
为了保证各种品种的钢材都能获得最佳的冷却效果,要求从泵站送出的高压水具有在特定压力范围的连续可调的特性。
三钢(集团)有限责任公司高速线材二厂穿水冷却变频穿水系统的改造,是在原生产系统的基础上,为了更好地完成工艺对穿水冷却设备的要求而进行的改造项目。在设备方面,将1#泵2#泵由工频MCC控制改造为变频加工频旁路的方式。
在自动化系统控制方面,在原PLC的基础上,利用ET-200M站剩余的I/O,电气商在原控制程序的基础上,编写新的控制程序以控制新添设备并与原程序良好连接,同时添加相应的操作画面以便操作员的操作。
在电气设备方面,增加两面变频柜。
2.2主要设备参数
电机:型号:Y355M1-6;额定电压380VAC; 额定电流:342A;额定功率:185KW;额定转速:982r/min。
变频器:明电舍VT230SE-200H,配套输入电抗器、输出电抗器、滤波器、Profibus_DP适配器等。
PLC:SIEMENS的S7 414-3DP
2.3 系统配置
系统配置如图1
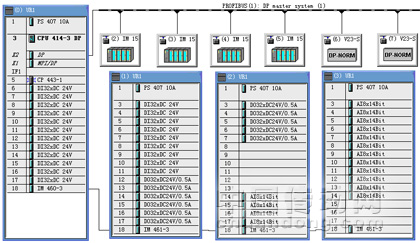
图1:系统配置图
PLC通过Profibus-DP对变频器进行控制,上位机采用WINCC系统,PLC和上位机之间采用以太网通讯。
2.4 主回路单线图
主回路单线图如图2:
2#泵与1#泵的回路完全相同。
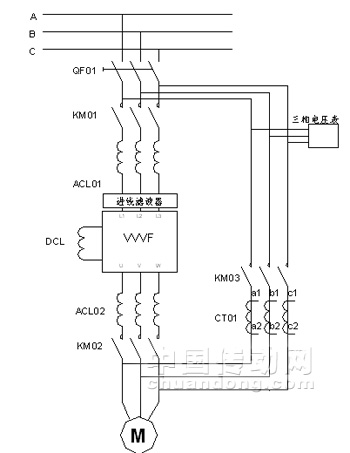
图2:主回路单线图
2.5 控制方式简单描述
本变频系统的控制方式分为:AUTO、MAN、LOCAL。
首先介绍AUTO控制模式:
AUTO模式是最常采用的控制模式。
操作员在WINCC界面上选择“AUTO”模式,在变频器柜允许动作的前提下(如主空开已经合上、变频器柜无故障等),操作员按动相应水泵的“起动”按钮,则变频器即开始运行。操作员输入水压的设定值,控制系统以泵出口管线的压力测量值为反馈进行闭环调节,并将运算的结果通过Profibus总线送至变频器执行。
MAN控制模式:
MAN模式也是常用的控制模式。
操作员在WINCC界面上选择“MAN”模式,在变频器柜允许动作的前提下,操作员按动相应水泵的“起动”按钮,则变频器即开始运行。变频器的频率输出采用开环调节模式,由操作员在画面上直接对变频器频率进行设置。
LOCAL控制模式:
LOCAL模式用于调试或检修时的操作。
在机旁操作箱上的选择开关都位于“机旁操作”时,在变频器柜允许动作的前提下,操作员按动机旁操作箱的“起动”按钮,则变频器即开始运行。变频器的频率输出固定值的方式,该值可以在变频器的参数设定中调整。
另外,在变频系统故障时,本系统也支持工频系统的启动和停止。在二次回路中,工频回路与变频回路进行联锁,在控制程序中,工频回路和变频回路也进行联锁。
工频回路的起动和停止无需PLC进行处理,仅通过二次回路就可以实现,其操作在机旁操作箱上完成。
2.6 程序实现
程序采用STEP 7进行编程,语言为STL。
1:变频器的起动与停止,程序实现了不同操作地点对变频器的操作及设备间的相互连锁,运算结果置入PQW并通过Profibus送至变频器:
A(
A "1#SELECT LOCAL"
A "1#CONVERT START"
O
A "1#SELECT REMOTE"
A "1#CONVERT START(WINCC)"
)
A "1#KM1 STATUS"
A "1#KM2 STATUS"
AN "1#KM3 STATUS"
S "MIDDLE DATA 1"
A(
A "1#SELECT LOCAL"
AN "1#CONVERT STOP"
O
A "1#SELECT REMOTE"
A "1#CONVERT STOP(WINCC)"
O "1#CONVERT FAULT"
O "1#Q CONVERT FAULT"
ON "1#SELECT CONVERT"
)
R "MIDDLE DATA 1"
A "MIDDLE DATA 1"
= M 700.2
L MW 700
T PQW 800
2:PID控制部分,本段程序完成了水压的自动闭环控制,同时支撑了手动控制的功能。鉴于水泵类负载在低频下无法进行有效工作,程序对PID的输出进行了限幅处理。在PID块中添加了“死区”,可以在保证控制精度的基础上使变频器的运行更加稳定。
AN "1#AUTO PID"
= L 0.1
BLD 103
CALL "CONT_C" , "1#PID支撑DB"
COM_RST :=
MAN_ON :=L0.1
PVPER_ON:=
P_SEL :=
I_SEL :=
INT_HOLD:=
I_ITL_ON:=
D_SEL :=
CYCLE :=
SP_INT :="P-SETPOINT"
PV_IN :=DB33.DBD454
PV_PER :=
MAN :="1#MAN-OUT"
GAIN :=1.000000e-002
TI :=
TD :=
TM_LAG :=
DEADB_W :=3.000000e+001
LMN_HLM :=5.000000e+001
LMN_LLM :=1.500000e+001
PV_FAC :=
PV_OFF :=
LMN_FAC :=
LMN_OFF :=
I_ITLVAL:=
DISV :=
LMN :=MD520
LMN_PER :=
QLMN_HLM:=
QLMN_LLM:=
LMN_P :=
LMN_I :=
LMN_D :=
PV :=
ER :=
NOP 0
3:无扰切换的处理,本段程序实现了自动/手动之间的无扰切换,手动/自动之间的无扰切换PID自己已经支持。
A "1#AUTO PID"
JNB _002
L MD 520
T "1#MAN-OUT"
_002: NOP 0
4:频率设定值的变换及传递,PID的输出值无法直接送至变频器,首先应进行REAL/DWOED之间转换,针对于明电社变频器来讲,需要对频率给定字进行前后字节倒置,置入PQW,然后通过Profibus将该值送至变频器。
A(
A(
L MB 552
T MB 557
SET
SAVE
CLR
A BR
)
JNB _008
L MB 553
T MB 556
SET
SAVE
CLR
_008: A BR
)
JNB _009
L MW 556
T PQW 806
_009: NOP 0
3:使用效果分析
1:节能方面
在改造之前,这两台水泵常用工频接触器直接起动,在正常工作时,通常电流为320A左右,改造之后通过变频控制,在满足工艺要求压力的前提下,通常输出频率为30HZ,输出电压通常为230VAC,输出电流为200A。
两台水泵是一用一备,正在使用的机子为不间断运行。
改造前日耗电量约为5050KWh,电力费用为2500元。改造后日耗电量约为1900 KWh,电力费用为950元,日平均节电1550元。
整个改造投资约为400000元,这样就算在9个月左右仅节省的电费就可以收回整个改造投资。
2:机械设备损耗方面
在改造之前,水泵的机械备件的磨损非常严重,不仅给维护工人带来了繁多的工作量,机械备件费用的损耗也是一个惊人的数字。
在改造后使用一年多的情况来看,水泵机械备件的损耗降低了三分之二以上。
3:工艺要求方面
在改造之前,由于水压是不可控制的,对线材冷却的效果不很理想,甚至在个别轧制规格下已经严重的影响了轧钢生产的正常进行。
在改造之后,对于各种轧制规格的产品,冷却系统都可以完全满足工艺生产的要求。
4:结束语
系统投入运行的一年多来,从运行效果来看,被控的水压能够良好的跟随设定点,系统的响应速度也能够完全满足工艺的要求,同时节能效果也非常明显,并大大延长了水泵自身的使用寿命。
-
-
-
-
dingxiubing | 当前状态:在线
总积分:8127 2026年可用积分:0
注册时间: 2006-07-13
最后登录时间: 2020-12-10
-
-
dingxiubing 发表于 2009/9/12 8:22:14
2楼 回复本楼
引用 dingxiubing 2009/9/12 8:22:14 发表于2楼的内容
-