-
-
手机阅读
在未来的几年,PLC仍将继续用于自动化领域。但是随着机器的改进和自动化效率提高的需求,PLC不再是万能的。PAC技术给PLC提供了很好的补充,增加了传统PLC所不能提供的高性能I/O和处理。
在过去的几十年里,可编程逻辑控制器(PLC)一直被广泛用于自动化领域,而在可预知的未来,PLC仍将长盛不衰。面向离散控制而设计PLC的实际上已经成为工业领域一个具有伟大意义的统治性工具。
然而,随着工业用机器和工厂系统的复杂性的增加,PLC已经很难而且也不可能成为完成所有自动化任务。现在的自动化系统已经超越了PLC的功能范围,使得工业机器领域的工程师必须在自动化系统中集成更多更先进的I/O、处理和控制策略。
新的可编程自动化控制器(PAC)硬件系统就是这样一个非凡的PLC系统扩展方案,能够很容易整合到PLC系统中,给工业机器增加更多的先进功能,并提高机器的效率。
1、需求:如何提高机器的效率
如何提高机器的效率?让我们来看看Integrated Industrial Systems (I2S)公司是如何做的。I2S在现有的PLC系统上实现极大的改进。这是一个来自美国的私有原始设备制造商,数十年以来一直致力于制造一流的轧制设备和控制系统,用于全世界的铁和非铁金属行业。在这一领域的雄厚技术底蕴使之成为行业的领袖。
I2S也曾经长期使用PLC来自动化和控制生产的轧制设备。最近几年他们一直在试图更新轧制设备控制系统,以提高效率和质量。为了提高炼钢设备的效率和质量,他们主要对其伽马测量系统进行了改进,以便能更准确地控制金属厚度。
数年以来,伽马测量系统一直是I2S产品家族中的标志性产品,现在依然广受欢迎,但是系统的很多硬件和软件特征都已经过时了。为了更新该系统并改进其机器,I2S公司需要一个具有更精确的模拟输入分辨率的方案,以连接伽马测量传感器和高级信号处理,从而从传感器中获取模拟信号,实现高度精确的厚度测量,再由PLC使用在轧制机器的控制系统中。
2、伽马测量仪技术
伽马测量仪使用“镅”作为恒发射源,这一发射源位于“C”框架组装的较低部。结构的顶部是一个接收器和前置放大器。当通过发射源和接收器之间的间隔时,金属带会吸收一部分辐射,吸收量视其厚度和密度而定。剩下的一部分就由接收器进行测量,并转化成带厚度测量。
实施改造第一步:现有设备试验
为了节省时间和费用,I2S先试着在已有的PLC系统中进行高级模拟测量和处理。但是,PLC的模拟I/O和信号处理无法达到所需的精确度。I2S公司要确保运行于PLC中的控制系统不会因为额外I/O和处理的增加而减少。
因此,他们需要这么一个系统,这个系统能够从伽马传感器中获取模拟信号并进行处理以计算精确的厚度测量值,并能将这个厚度测量插入到PLC控制系统中。但是,所用的PLC不适合高性能处理和高速模拟I/O。
第二步:如果现有设备无法奏效,就试试其它方法
在认识到PLC无法提供连接伽马测量传感器所需的I/O和处理后,I2S转向了PAC技术。它选择了国家仪器的CompactRIO PAC,以提供改进轧制机器质量所必须的附加功能。CompactRI/O是一个可重置嵌入式系统,既结合了传统PLC的优点和可靠性,又能提供更多高级I/O和处理。国家仪器的所有PAC都可以通过其LabVIEW图形编程工具来编程,因此可以很容易进行编程和配置。
第三步:添加高级I/O
CompactRIO有一个嵌入式现场可编程门阵列(FPGA)芯片和实时处理器,可通过内置的LabVIEW功能块来编程。另外,它还拥有超过30个模拟和数字I/O模块,具有内置信号调节(反锯齿、隔离、ADC、DAC等)、高速计时(模拟I/O速度达到800kHz ,数字I/O速度达到30 MHz)和高分辨率(24b ADC),可与任何工业传感器或者触发器连接。
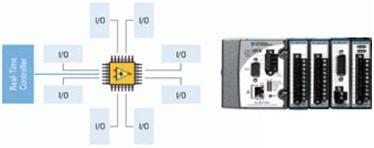
图1 CompactRI/O架构
I2S使用CompactRI/O模拟输入模块来连接伽马级厚度传感器,以提供精确测量所需的高速计时和分辨率。由于每个I/O模块都是直接和FPGA相连的,工程师们于是能使用LabVIEW FPGA来轻松自定义CompactRIO的模拟I/O速率。
第四步:添加高级处理
从伽马传感器获得模拟数据之后,CompactRIO使用内置的NI LabVIEW实时浮点功能块来在实时处理器中对数据进行处理,并将之转化成精确的厚度测量。
LabVIEW的实时功能块对数据进行确定的高级对数处理(如下面的等式1和等式2所示),以进行计算厚度测量值。由于LabVIEW Real-Time具有内置计算和分析功能,PAC能够很容易进行这一操作。
等式1:log I = (log I0)y/μ = (y/μ) log I0
等式2: y/μ = log I0/log I = log (I0-I)
CompactRIO系统在FPGA和实时处理器中进行所有的I/O和信号处理,并将高精确度厚度测量传输到相连的PLC上,又不会降低现有PLC控制系统的速率。借助于CompactRIO的性能,I2S的工程师可以为伽马级传感器添加这一自定义测量和分析功能,而不需要牺牲轧制机器的控制速度。
第五步:整合PAC
每个轧制机器都带有三个形成网络的CompactRIO系统。这三个系统都是智能节点,能利用一个工业标准Modbus/TCP、TCP/IP或UDP协议进行通信。其中有两个系统与伽马级传感器连接,并进行模拟输入测量和高级处理,来计算精确厚度测量值。

图2 典型系统拓扑
第三个CompactRIO系统则从另外两个系统中取得厚度值,并转换成模拟输出测量值,输入到正在控制轧制机器的PLC上。所有三个系统都通过以太网连接实现了互连,并使用一个UDP以太网信息协议来传输厚度测量值计算。将PAC连接到现有PLC架构上有三个基本方法:
1. 基本模拟和数字I/O。模拟/数字信号能够从PAC输出到PLC中。这是将PAC整合到PLC的一个最基本的方法。I2S公司就是运用这种方法来将处理过的数据从CompactRIO PAC传输到运行轧制机器控制系统的PLC上的。
2. 工业网络。大多数PAC产品都支持工业协议,如DeviceNet、Profibus 、 CANopen以及基于以太网的协议如TCP/IP、UDP和Modbus TCP/IP。这使得工程师在连接PAC到PLC上时有很多网络选择。I2S公司运用的是以太网协议来在CompactRIO PAC之间传输数据,并将PAC和PLC连接到形成网络的HMI。
3. OPC Connectivity PAC还可以作为OPC客户端或者服务器,并通过OPC标签来收发网络数据到PLC或其它PAC上。OPC标准提供了一套标准的流程,让不同厂商的自动化系统之间可以很容易实现连接。
处理过的数据会以不到20毫秒的间隔在通过以太网互连的CompactRIO系统之间传输。CompactRIO测量值的获得、处理和传输速度都很快,因此,将精确厚度测量值键入到PLC控制系统的过程丝毫不会降低整个系统的速度。
I2S公司可以很容易通过基于LAN的CompactRIO系统和10/100 Mbps以太网接口将系统连接到形成网络的Allen Bradley PLC,并利用一个标准的TCP/IP协议将之连接到人机接口(HMI)系统。轧制机器中的所有仪器都通过以太网实现了连接,因此不需要在一个电器噪音嘈杂的环境下长距离地传输模拟信号了。
3、总结
在未来的几年,PLC仍将继续用于自动化领域。但是随着机器的改进和自动化效率提高的需求,PLC不再是万能的。PAC技术给PLC提供了很好的补充,增加了传统PLC所不能提供的高性能I/O和处理。将PAC连接到现有PLC架构中的方法有很多,所以工程师们将能够很容易地改进其基于PLC的自动化系统。